
تشغيل عملية تصنيع المعلق يتطلب أكثر من مجرد فهم أهداف الإنتاج. عندما تواجه آلة صنع المعلقات السلكية مشاكل، فإن كل دقيقة توقف تؤثر على أرباحك. يغطي هذا الدليل الشامل 20 مشكلة شائعة يواجهها مشغلو آلات التعليق، مع حلول عملية يمكنك تنفيذها على الفور.
سواء كنت تدير آلة تعليق عالية السرعة ، أو آلة تشكيل السلك القياسية، أو خط إنتاج التعليق الكامل ، ستساعدك هذه الدليل على تشخيص وحل المشكلات بسرعة، وتقليل توقفات الإنتاج المكلفة.
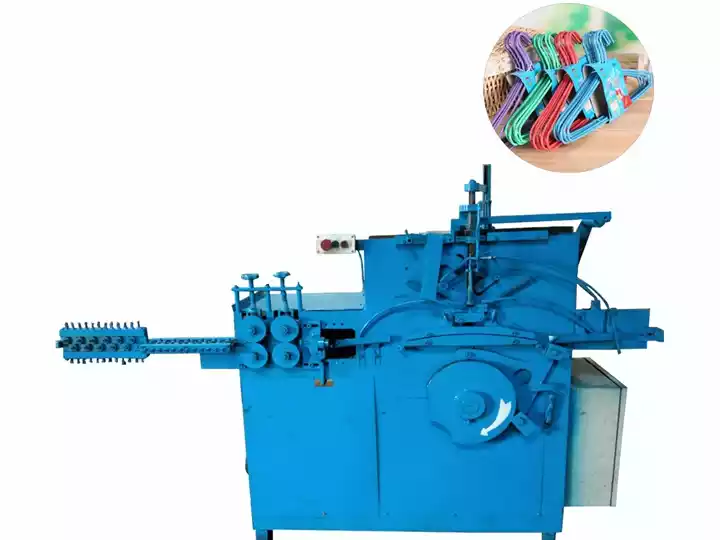
فهم آلة التعليق الخاصة بك: المكونات الأساسية
قبل البدء في استكشاف الأخطاء وإصلاحها، تعرف على الأنظمة الثلاثة الأساسية التي تتكون منها معظم آلات التعليق:
- نظام التوجيه والتسوية: بكرات متصلة بشكل وثيق تقوم بتمديد وتوجيه السلك إلى منطقة التشكيل
- نظام تشكيل المعلق: يتكون من الحاجز (يحدد طول المعلق)، القالب (يشكل المعلق)، وقضيب الالتواء التزامني (يشكل الخطاف)
- نظام تخزين المعلق: يجمع المعلقات النهائية تلقائيًا أثناء انزلاقها على العوارض العرضية
تتضمن معظم سيناريوهات استكشاف الأخطاء تحديد أحد هذه الأنظمة الثلاثة. تحديد المكون المسبب للمشكلة هو الخطوة الأولى نحو حل فعال.
الفئة 1: مشاكل تغذية السلك (المشاكل 1-5)
المشكلة 1: عدم تغذية السلك بشكل مستقيم
الأعراض: يصل السلك إلى قالب التشكيل بزاوية، مما يسبب معلق مائل أو انسدادات متكررة.
الأسباب الجذرية:
- بكرات التشكيل التالفة أو التآكل
- توجيه البكرات غير متطابق
- إعدادات ضغط البكرات غير الصحيحة
الحلول:
- فحص جميع بكرات التشكيل للأنماط التآكل الظاهرة—استبدال أي بكرات تظهر عليها مسطحات أو أخاديد
- فحص محاذاة البكرات باستخدام خط مستقيم؛ اضبط حتى تكون جميع البكرات موازية
- زيادة ضغط البكرة تدريجيًا (عادة 2-3 لفات في اتجاه عقارب الساعة على براغي التعديل) حتى يتغذى السلك بشكل صحيح
- التحقق من حالة لفافة السلك—السلك التالف أو المعقود لن يتغذى بشكل مستقيم أبداً
المشكلة 2: تخطي أو قفز السلك أثناء التغذية
الأعراض: التغذية المتقطعة حيث يتقدم السلك بشكل غير متساوٍ أو يتخطى أسنان آلية التغذية.
الحلول:
- خفض سرعة تغذية السلك بنسبة 15-20% لمعرفة ما إذا كان التخطى يتوقف—يشير ذلك إلى عزم محرك غير كافٍ للسرعة الحالية
- تنظيف تروس التغذية والعقارب جيدًا؛ تراكم الحطام يسبب الانزلاق
- فحص التوتر على سلسلة التغذية أو الحزام—استبداله إذا تم تمديده خارج نطاق التعديل
- تحقق من تطابق قطر السلك مع مواصفات الآلة؛ السلك الكبير الحجم سيتخطى
المشكلة 3: انحناء أو تكوير السلك قبل التشكيل
الأعراض: يضغط السلك وينحني جانبياً قبل الوصول إلى قالب التشكيل.
الحلول:
- تقليل ضغط البكرة بشكل كبير—الضغط الزائد يسبب ضغط السلك
- زيادة المسافة بين البكرة النهائية وموضع دخول قالب التشكيل
- تحقق من أن قوة الشد للسلك ضمن مواصفات الآلة
- إضافة أنبوب دليل بين المستقيم والمُشكّل إذا كانت الفجوة كبيرة جدًا
المشكلة 4: خدش أو تآكل مفرط على البكرات
الأعراض: علامات مرئية على سطح السلك بعد المرور عبر المستقيم؛ تراكم رقائق المعدن.
الحلول:
- خفض ضغط البكرة—القوة الزائدة للاتصال تسبب التآكل الكاشط
- تزييت البكرات بزيت خفيف إذا سمحت المواصفات
- فحص وجود حطام عالق بين أسطح البكرات
- فحص أسطح البكرات للخشونة—استبدال البكرات التالفة
المشكلة 5: تعثر لف السلك في اللفافة عند الدفع
الأعراض: يتجمع السلك عند مرحلة التفريغ، مما يسبب انسدادًا فوريًا.
الحلول:
- تركيب قرص تشكيل السلك عند نقطة الدفع
- تأكد من أن سرعة محرك الدفع تتطابق مع سرعة تغذية السلك
- فحص توتر الفرامل على منصة الدفع—الفضفاض جدًا يسبب حلقات، والضيق جدًا يسبب ضغط الشد
- استخدام حلقات ربط السلك كل 50 كجم لمنع الحلقات الفضفاضة في التخزين
الفئة 2: عيوب تشكيل المعلق (المشاكل 6-10)
المشكلة 6: عدم اتساق طول المعلق
الأعراض: المعلقات النهائية تختلف في الطول الإجمالي عن الحد المسموح به (±2مم).
الحلول:
- ضبط وضع الحاجز— هذا المكون يتحكم في طول قطع السلك. التعديلات الصغيرة (0.5-1 مم) تؤثر مباشرة على حجم المعلق
- فحص براغي تثبيت الحاجز للتأكد من عدم اللُّزوجة؛ الاهتزاز يسبب عدم التوافق التدريجي
- التحقق من اتساق قطر السلك—التغير في المادة الخام يسبب تقلبات في الطول
- تنظيف حساس الحاجز (إذا كان مزودًا) حيث يمكن أن يؤثر تراكم الحطام على دقة القطع
- معايرة حساس القياس وفقًا لدليل الآلة
المشكلة 7: عدم تشكيل الخطاف بشكل صحيح أو بشكل غير متماثل
الأعراض: جزء الخطاف من المعلق مكسور، ملتوي، أو لا يتطابق مع الشكل القياسي.
الحلول:
- فحص ال قضيب الالتواء التزامني للأجزاء التالفة أو التآكل—القضبان المنحنية تسبب أشكال خطاف غير منتظمة
- فحص توتر زنبرك قضيب الالتواء؛ الزنبركات الضعيفة تسبب عدم اكتمال تشكيل الخطاف
- التحقق من محاذاة القالب مع مسار التشكيل—القوالب غير المحاذية تسبب الالتواء
- تزييت نقاط المفصل على آلية تشكيل الخطاف
- استبدال دبابيس التشكيل التالفة أو التآكلة
المشكلة 8: خطاف المعلق غير مثبت أو يفقد الاتصال
الأعراض: الذيل الخاص بالسلك الذي يلف حول جزء الخطاف غير محكم، غير ملفوف، أو مفصول تمامًا.
الحلول:
- زيادة قضيب الالتواء التزامني توتر الزنبرك—يوفر قوة دوران أكبر لشد الذيل بإحكام
- التحقق من أن آلية دوران قضيب الالتواء تتحرك بحرية دون عوائق
- التحقق من أن قطر السلك ضمن النطاق المحدد—السلك الرقيق جدًا لا يمكنه تحمل توتر اللف
- فحص واستبدال أي مكونات تآكلت في آلية التواء الذيل
المشكلة 9: تشويه أو التواء شكل المعلق
الأعراض: تظهر المعلقات النهائية بشكل مائل، مع أكتاف غير متساوية، أو جسم رئيسي ملتوي.
الحلول:
- استبدال التالف أو التآكل قوالب المعلق— تتدهور قوالب التشكيل مع مرور الوقت وتفقد دقتها الهندسية
- التحقق من التوافق الصحيح بين نصفي القالب العلوي والسفلي
- التحقق من أن قوة تثبيت القالب كافية؛ القوالب غير المثبتة تسبب تحولات أثناء التشكيل
- فحص إطار الماكينة الرئيسي للتأكد من عدم اللُّزوجة أو تآكل الكراسي
- ضمان استقامة السلك قبل الدخول—السلك المسبق التشكيل يدخل القالب ويخلق منتجات ملتوية
المشكلة 10: خدوش أو علامات على سطح المعلقات النهائية
الأعراض: تظهر خدوش، خدوش، أو علامات على سطح المعلق.
الحلول:
- تلميع أو استبدال قالب المعلق إذا تدهور التشطيب السطحي
- فحص وجود نتوءات أو حواف حادة على أي مكونات التشكيل التي تتلامس مع السلك
- التحقق من التزييت الصحيح لآلية التشكيل حيث يحدث تماس معدني—تزييت مناسب يقلل من التآكل ويطيل عمر المكونات.
- تنظيف الحطام المتراكم من تجويف القالب
- ضبط سرعة التشكيل—السرعة الزائدة تسبب علامات الصدمة
الفئة 3: مشاكل سرعة الإنتاج (المشاكل 11-14)
المشكلة 11: عدم وصول الجهاز إلى سرعة الإنتاج المصنفة
الأعراض: الإنتاج أقل بكثير من السعة المحددة 25-40 معلق في الدقيقة (أو قدرة الآلة المصنفة).
الحلول:
- فحص التداخل الميكانيكي—قم بالدوران اليدوي للجهاز خلال دورة واحدة للشعور بالاعتراضات
- التحقق من أن ضغط النظام الهيدروليكي عند المواصفات (عادة 8-12 ميجا باسكال) آلات التعليق عالية السرعة)
- فحص نظام القيادة الكهربائي عن رموز الأعطال أو انخفاض القدرة
- تنظيف وتزييت جميع نقاط المفصل والأسطح الدوارة
- مراجعة إجراءات التشغيل—السرعة قد تكون محدودة بسبب تحميل غير صحيح للمادة أو إعداد الآلة
المشكلة 12: تباطؤ غير متوقع ومتقطع
الأعراض: يتباطأ الجهاز عشوائيًا أثناء الإنتاج، ثم يستأنف السرعة الطبيعية.
الحلول:
- فحص المكونات التي قد تتعرض للسخونة—قد يكون حماية الحمل الحراري تتفاعل بشكل متقطع
- التحقق من أن الاتصالات الكهربائية محكمة؛ الموصلات غير المحكمة تسبب انقطاع التيار المتقطع
- تنظيف الحساسات والمفاتيح القريبة—الأوساخ على أسطح الاستشعار تسبب إشارات خاطئة
- مراجعة سجلات الأخطاء في نظام تحكم PLC إذا كانت متوفرة
- مراقبة ارتفاع درجة حرارة سائل الهيدروليك مما يسبب انخفاض مؤقت في الضغط
المشكلة 13: توقف مفاجئ كامل أثناء التشغيل
الأعراض: يتوقف الجهاز فجأة بدون سبب واضح، ويتطلب إعادة ضبط يدوية.
الحلول:
- فحص جميع مفاتيح القفل الآمنة—حساسات الأبواب، إيقافات الطوارئ، ودوارات الحمل الزائد
- مراجعة سجل أخطاء محرك القيادة لوجود تجاوز التيار أو فشل حماية الفولتية
- فحص قواطع الدائرة أو الفيوزات المعلقة في خزانة التحكم
- التحقق من عدم تعرض النظام الهيدروليكي لفشل كارثي (فقدان ضغط هائل)
- فحص مسار السلك لوجود انسداد كامل يسبب توقف نظام القيادة ويشغل الحماية
المشكلة 14: سرعة غير متسقة بين دورات الإنتاج
الأعراض: يتم إنتاج كل معلق بسرعة مختلفة قليلاً، مما يخلق توقيت إخراج غير متساوٍ.
الحلول:
- معايرة نظام توقيت دورة الآلة
- استبدال الكام، حزام التوقيت، أو السلسلة التي تتحكم في إيقاع الدورة
- التحقق من معلمات توقيت PLC واستجابة الحساسات
- التحقق من استقرار ضغط الهواء إذا كانت الآلة تستخدم مكونات هوائية
- استبدال المشفر أو الحلّاز إذا أظهرت استجابة سرعة غير منتظمة
الفئة 4: مشاكل النظام الكهربائي والهيدروليكي (المشاكل 15-17)
المشكلة 15: فشل النظام الهيدروليكي في بناء الضغط
الأعراض: مكونات المكبس الهيدروليكي تتحرك ببطء أو بقوة غير كافية؛ جودة الإنتاج تتأثر.
الحلول:
- فحص مستوى سائل الهيدروليك وتعبئته إذا كان أقل من الحد الأدنى
- فحص فلاتر الهيدروليك واستبدالها إذا كانت مسدودة (يجب تغيير الفلاتر كل 500-1000 ساعة تشغيل)
- استمع لوجود تكاثف المضخة، والذي يشمل ضوضاء غير معتادة وضغط غير منتظم
- التحقق من وجود تسربات هيدروليكية حول الأختام والتوصيلات
- التحقق من أن اتجاه دوران المضخة صحيح (الدوران غير الصحيح يسبب عدم التدفق)
- اختبار تعديل صمام الراحة—إذا لم يتمكن الضغط من الوصول للمواصفات، قد يحتاج الصمام إلى استبدال
المشكلة 16: أعطال أو أخطاء عشوائية في النظام الكهربائي
الأعراض: نظام التحكم يتوقف بشكل غير متوقع، الحساسات تعطي قراءات خاطئة، أو PLC يتصرف بشكل غير منتظم.
الحلول:
- قياس جهد الإمداد في خزانة التحكم—يجب أن يكون ضمن ±10% من القيمة المقدرة
- التحقق من نظام التأريض للتوصيلات الصحيحة؛ التأريض السيء يسبب ضوضاء كهربائية
- افحص جميع اتصالات الطرفية وقم بشد أي أسلاك فضفاضة
- استبدل البطاريات في PLC أو أجهزة الذاكرة الأخرى إذا انخفضت الفولتية
- قم بتركيب فلاتر الخط إذا كانت الضوضاء الكهربائية من معدات أخرى مشتبه بها
- تحقق من وجود تكاثف أو رطوبة في حاويات الكهرباء
المشكلة 17: ارتفاع درجة حرارة المحرك أو إيقافه
الأعراض: صندوق المحرك ساخن عند اللمس، يتوقف الحمل الحراري بشكل متكرر، أو تظهر دخان/تشوه مرئي.
الحلول:
- تحقق من نظافة ووظيفة مراوح التبريد أو مبردات الحرارة
- تحقق من حمل المحرك—السخونة الزائدة غالبًا ما تشير إلى قيد ميكانيكي أو سرعة إنتاج مفرطة
- قيس استهلاك التيار وقارنه بتصنيف لوحة اسم المحرك
- تأكد من أن ممرات تهوية المحرك خالية من الغبار والحطام
- تحقق من أن درجة الحرارة المحيطة حول المحرك ضمن الحدود التصميمية
- المحرك الذي يستهلك باستمرار أكثر من 105% من التيار المقدر يحتاج إلى تحقيق فوري
الفئة 5: الصيانة والوقاية (المشاكل 18-20)
المشكلة 18: اهتزاز مفرط أثناء التشغيل
الأعراض: يهتز الجهاز بشكل مفرط، مما يسبب الضوضاء، التآكل المبكر، أو جودة منخفضة للمخرجات.
الحلول:
- افحص واستبدل الكراسي البالية—فشل الكراسي هو السبب الأكثر شيوعًا للاهتزاز
- تحقق من أن الآلة مستوية على الأرض—التركيب غير المستوي يسبب الاهتزاز
- افحص جميع الموثقات وقم بشد أي براغي فضفاضة على المحرك، عجلة الطيران، أو آلية التشكيل
- وازن المكونات الدوارة إذا تسبب التآكل في عدم توازن
- تحقق من وجود حراس أو أغطية حزام فضفاضة أو تالفة قد تكون تتردد
- تأكد من أن جميع الأغطية الواقية مؤمنة بشكل صحيح
المشكلة 19: صدأ وتآكل على مكونات الآلة
الأعراض: تظهر الصدأ على أسطح الآلة، أو على قوالب التشكيل، أو على المكونات الهيكلية.
الحلول:
- حدد واقتلع مصادر الرطوبة—تحقق من تسرب المياه، التكاثف، أو مشاكل الرطوبة
- نظف التآكل الموجود باستخدام فرشاة سلكية، ثم طبق محول الصدأ والطبقة الأساسية
- استخدم زيت آلة من الدرجة الغذائية لتغطية الأسطح المعدنية المكشوفة في البيئات الرطبة
- فكر في تركيب جهاز إزالة الرطوبة في منشأة الإنتاج
- استبدل المكونات التي تآكلت بشدة وفقدت سلامتها الهيكلية
- طبّق شمع حماية أو مانع صدأ على إطار الآلة شهريًا في البيئات المسببة للتآكل
المشكلة 20: تآكل وفشل المكونات المبكر
الأعراض: أجزاء من المفترض أن تدوم سنوات تتعطل خلال شهور؛ استبدال متكرر للبكرات، القوالب، أو الكراسي.
الحلول:
- نفذ جدول التشحيم اليومي وفقًا لدليل الآلة
- تحقق من أن بيئة التشغيل ضمن مواصفات درجة الحرارة/الرطوبة
- حلل توافق مادة السلك—السلك المجلفن، المغطى بـ PVC، والفولاذ المقاوم للصدأ يستهلك مكونات مختلفة
- راجع سجلات الإنتاج لتحديد ما إذا كانت بعض الورديات لديها معدلات فشل أعلى (قد يشير إلى مشاكل في تقنية المشغل)
- استخدم فقط قطع الغيار المعتمدة من قبل الشركة المصنعة—قد تكون قطع الغيار غير الأصلية ذات معدنية أدنى
- فكر في الترقية إلى مكونات صلبة أو كربيد إذا كانت العمليات ثلاث ورديات
جدول الصيانة الوقائية: حافظ على تشغيل الآلة
الوقاية دائمًا أكثر فعالية من حيث التكلفة من الإصلاحات. اتبع جدول الصيانة هذا لتقليل فترات التوقف غير المتوقعة:
| التكرار | مهمة الصيانة |
|---|---|
| يوميًا | زلق الأجزاء المتحركة، تحقق من توتر السلك، تحقق من قفل الأمان، نظف منطقة العمل |
| أسبوعي | افحص البكرات للتآكل، تحقق من توتر الحزام، تحقق من مستوى سائل الهيدروليك، نظف المستشعرات |
| شهريًا | استبدل فلاتر الهيدروليك، تحقق من الاتصالات الكهربائية، زلق الكراسي، افحص القوالب |
| ربع سنوي | فحص كامل للنظام، استبدال الأجزاء البالية، معايرة التوقيت، فحص استهلاك التيار للمحرك |
| سنويًا | إعادة تجديد كاملة تشمل الأختام، الكراسي، الأحزمة، والمكونات البالية الحرجة |
متى تتصل بخدمة محترفة
بينما يمكن حل العديد من المشكلات بالتشخيص الصحيح والأدوات الأساسية، تتطلب بعض المشاكل تدخلًا مهنيًا:
- إعادة تجديد النظام الهيدروليكي أو استبدال المكونات الرئيسية
- تغييرات برمجة PLC أو ترقية نظام التحكم
- إعادة لف المحرك أو استبداله
- إصلاح أو إعادة محاذاة الإطار الهيكلي
- اللحام أو تشغيل الآلات للمكونات الحرجة
تقدم شركة Shuliy دعمًا فنيًا شاملاً لجميع نماذج آلات التعليق، بما في ذلك التشخيص عن بعد وزيارات الخدمة الميدانية. حافظ على معلومات الاتصال بوكيلك المحلي جاهزة للطوارئ.
للعمال الذين يديرون خطوط إنتاج التعليق الكاملة، نوصي بجدولة فحوصات مهنية سنوية لضمان تزامن جميع المعدات التابعة (أنظمة الطلاء بالبودرة، المجففات، آلات التعبئة) مع آلات التشكيل الخاصة بك.
خاتمة
فهم أنظمة آلة التعليق الثلاثة—التمديد، التشكيل، والتخزين—يسمح لك بتشخيص معظم المشكلات الشائعة بسرعة. احتفظ بدليل استكشاف الأخطاء وإصلاحها هذا في متناول اليد بالقرب من أرضية الإنتاج، ودرب جميع المشغلين على الإجراءات الأساسية الموضحة هنا.
تذكر: يعتمد جودة الإنتاج المستمرة على حالة الآلة المستمرة. طبق جدول الصيانة الوقائية، عالج المشكلات بسرعة عند ظهورها، وستقدم عملية تصنيع المعلقات الخاصة بك إنتاجًا موثوقًا لسنوات قادمة.
هل تحتاج إلى مساعدة في تشخيص مشكلة معينة؟ اتصل بفريق الدعم الفني لدينا مع تفاصيل عن طراز الآلة والأعراض التي تواجهها. يمكن لخبرائنا المساعدة في استكشاف المشكلات المعقدة وتقديم التوصيات بالإصلاح المناسب.
الفئات: آلة تعليق السلك | آلة تعليق عالية السرعة | آلة صنع المعلقات الملابسية