
Bir askı üretim işletmesi yürütmek, yalnızca üretim hedeflerini anlamaktan daha fazlasını gerektirir. tel askı yapma makineniz sorunlarla karşılaştığında, her dakika duruş kârınızı etkiler. Bu kapsamlı sorun giderme kılavuzu, askı makinesi operatörlerinin karşılaştığı 20 en yaygın sorunu ve hemen uygulayabileceğiniz pratik çözümleri kapsar.
İster yüksek hızlı askı makinesi, ister standart tel şekillendirme makinesi veya tam bir askı üretim hattı işletiyor olun, bu kılavuz sorunları hızlıca teşhis edip çözmenize yardımcı olarak maliyetli üretim kesintilerini en aza indirir.
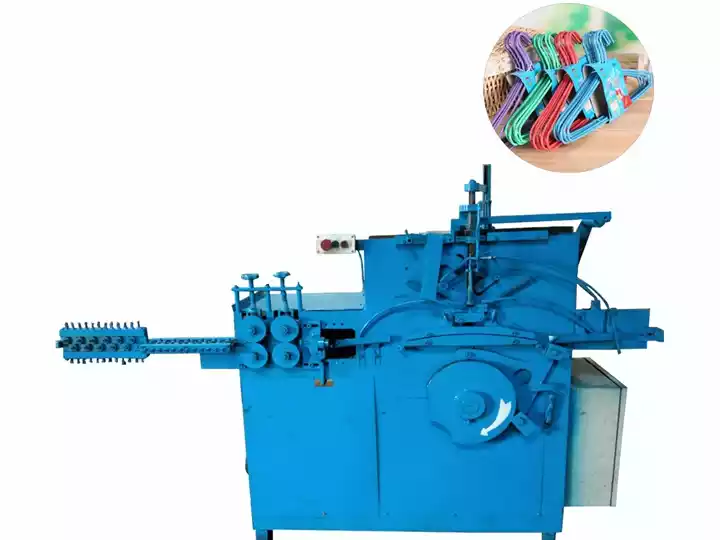
Askı Makinenizi Anlamak: Temel Bileşenler
Sorun giderme işlemine başlamadan önce, çoğu askı makinesini oluşturan üç ana sistemi tanıyın:
- Düzeltme Taşıma Sistemi: Düzeltme yapan ve teli biçimlendirme alanına besleyen birden çok yakından bağlı merdane
- Askı Şekillendirme Sistemi: Baffle (askı uzunluğunu belirler), kalıp (askıyı şekillendirir) ve senkron burulma çubuğundan (kancayı oluşturur) oluşur
- Askı Depolama Sistemi: Bitmiş askıları karşılıklı çubuklar üzerinde kaydırarak otomatik olarak toplayan
Çoğu sorun giderme senaryosu bu üç sistemden birini içerir. Hangi bileşenin soruna neden olduğunu belirlemek, etkili bir çözüm için ilk adımdır.
Kategori 1: Tel Besleme Sorunları (Sorunlar 1-5)
Sorun 1: Tel Düz Beslenmiyor
Semptomlar: Tel, biçim kalıbına açılı olarak gelir, bu da eğik askılara veya sık sık tıkanmalara neden olur.
Kök Nedenler:
- Aşınmış veya hasarlı düzeltme merdaneleri
- Hizalanmamış merdane konumlandırması
- Yanlış merdane basınç ayarları
Çözümler:
- Tüm düzeltme merdanelerini gözle görülür aşınma desenleri açısından kontrol edin—düz veya oluk gösteren merdaneleri değiştirin
- Bir düz sıracı kullanarak merdane hizalamasını kontrol edin; tüm merdaneler paralel olana kadar ayarlayın
- Merdane basıncını kademeli olarak arttırın (genellikle ayar vidalarında saat yönünde 2-3 tur) tel düzgün beslenene kadar
- Tel bobin koşulunu doğrulayın—hasarlı veya burkulmuş gelen tel asla düzgün beslenmez
Sorun 2: Besleme Sırasında Tel Atlıyor veya Zıplıyor
Semptomlar: Kesintili besleme; tel düzensiz ilerler veya besleme mekanizmasının dişlerini atlar.
Çözümler:
- Atlamaların durup durmayacağını görmek için tel besleme hızını -20 azaltın—bu, mevcut hız için yetersiz motor torkuna işaret eder
- Besleme dişlilerini ve zincirlerini iyice temizleyin; biriken artık kaymaya neden olur
- Besleme zinciri veya kayışındaki gerginliği kontrol edin—ayar aralığının ötesinde esneme varsa değiştirin
- Tel çapının makine özellikleriyle eşleştiğini doğrulayın; aşırı büyük tel atlayacaktır
Sorun 3: Şekillendirmeden Önce Tel Bükülme veya Burkulma
Semptomlar: Tel, biçim kalıbına ulaşmadan önce sıkışır ve yana doğru bükülür.
Çözümler:
- Merdane basıncını önemli ölçüde azaltın—çok fazla basınç tel sıkışmasına neden olur
- Son düzeltme merdane ile biçim giriş noktası arasındaki mesafeyi artırın
- Tel çekme dayanımının makine spesifikasyonları içinde olduğunu doğrulayın
- Boşluk çok büyükse düzeltici ile biçimlendirici arasına bir kılavuz boru ekleyin
Sorun 4: Merdanelerde Aşırı Tel Sıyırma veya Aşınma
Semptomlar: Tel düzleştiriciden geçtikten sonra yüzeyde görülebilir izler; metal parçacıkları birikimi.
Çözümler:
- Merdane basıncını azaltın—aşırı temas kuvveti aşındırıcı aşınmaya neden olur
- Merdaneleri, koşullar izin veriyorsa hafif makine yağı ile yağlayın
- Merdane yüzeyleri arasına sıkışmış artıklar olup olmadığını kontrol edin
- Merdane yüzeylerini pürüzlülük açısından inceleyin—aşınmış merdaneleri değiştirin
Sorun 5: Pay-Off Noktasında Tel Bobini Dolaşma Tıkanmaları
Semptomlar: Tel, açma aşamasında yumaklanır ve anında tıkanmaya neden olur.
Çözümler:
- Pay-off noktasına bir tel düzleştirme diski takın
- Pay-off motor hızının tel besleme hızıyla eşleştiğinden emin olun
- Pay-off standındaki fren gerginliğini kontrol edin—çok gevşek halkalara, çok sıkı ise çekme gerilimine neden olur
- Depolamada gevşek döngüleri önlemek için her 50 kg'da bir tel bağlama halkaları kullanın
Kategori 2: Askı Şekillendirme Kusurları (Sorunlar 6-10)
Sorun 6: Tutarsız Askı Uzunluğu
Semptomlar: Bitmiş askılar kabul edilebilir toleransın (±2mm) ötesinde genel uzunluk farklılıkları gösterir.
Çözümler:
- Ayarlayın the baffle pozisyonu—bu bileşen tel kesim uzunluğunu kontrol eder. Küçük ayarlar (0,5-1 mm aralıklarla) askı boyutunu doğrudan etkiler
- Baffle montaj cıvatalarının gevşek olup olmadığını kontrol edin; titreşim kademeli hizalanma bozulmasına neden olur
- Tel çapı tutarlılığını doğrulayın—hammadde varyasyonu uzunluk dalgalanmasına neden olur
- Baffle sensörünü (varsa) temizleyin; biriken artıklar kesim doğruluğunu etkileyebilir
- Ölçüm sensörünü makine kılavuzuna göre kalibre edin
Sorun 7: Kanca Doğru Şekillenmiyor veya Asimetrik
Semptomlar: Askının kanca kısmı bükülmüş, burkulmuş veya standart şekle uymuyor.
Çözümler:
- İncele senkron burulma çubuğu aşınma veya hasar için kontrol edin—bükülmüş çubuklar düzensiz kanca şekillerine neden olur
- Burulma çubuğu yay gerilimini kontrol edin; zayıf yaylar eksik kanca oluşumuna neden olur
- Kalıbın şekillendirme yolu ile hizalanmasını doğrulayın—hizalanmamış kalıplar burulmaya neden olur
- Kanca şekillendirme mekanizmasındaki mafsal noktalarını yağlayın
- Aşınmış veya hasarlı şekillendirme pimlerini değiştirin
Sorun 8: Askı Kuyruğu Gevşek veya Ayrılıyor
Semptomlar: Kancanın etrafına sarılan tel ucu gevşek, sarılmamış veya tamamen ayrılmış.
Çözümler:
- Arttırın senkron burulma çubuğu yay gerilimi—bu, kuyruğu sıkıca sarmak için daha fazla döndürme kuvveti sağlar
- Burulma çubuğu dönüş mekanizmasının sıkışmadan serbestçe hareket ettiğini kontrol edin
- Telin belirtilen çap aralığında olduğunu doğrulayın—çok ince tel sarma gerilimini koruyamaz
- Kuyruk bükme mekanizmasındaki aşınmış parçaları muayene edin ve değiştirin
Sorun 9: Askı Şekli Bozulmuş veya Burulmuş
Semptomlar: Bitmiş askılar eğri, omuzları eşitsiz veya ana gövdeleri burulmuş görünür.
Çözümler:
- Aşınmış veya hasarlı parçaları değiştirin askı kalıpları—kalıplar zamanla bozulur ve hassas geometrilerini kaybeder
- Üst ve alt kalıp yarımları arasında doğru hizalanma olup olmadığını kontrol edin
- Kalıp sıkma kuvvetinin yeterli olduğunu doğrulayın; gevşek kalıplar şekillendirme sırasında kaymalara neden olur
- Ana makina gövdesini gevşeklik veya aşınmış yataklar açısından inceleyin
- Kalıba girişte tel doğruluğunu sağlayın—önceden şekillendirilmiş tel kalıba girerse burulmuş ürünler oluşur
Sorun 10: Bitmiş Askılarda Yüzey Çizikleri veya İzler
Semptomlar: Askı yüzeyinde görülebilir çizikler, sürtmeler veya kalıp izleri oluşur.
Çözümler:
- Parlatın veya değiştirin askı kalıbı eğer yüzey finisajı bozulduysa
- Tel ile temas eden herhangi bir şekillendirme bileşeninde çapak veya keskin kenarlar olup olmadığını kontrol edin
- Metal-metal temasının olduğu biçimlendirme mekanizmasının uygun yağlanmasını doğrulayın
- Kalıp yuvasından biriken artıkı temizleyin
- Biçimlendirme hızını ayarlayın—çok hızlı olması darbe izlerine neden olur
Kategori 3: Üretim Hızı Problemleri (Sorunlar 11-14)
Sorun 11: Makine Nominal Üretim Hızına Ulaşmıyor
Semptomlar: Çıktı, belirtilen 25-40 askı/dakika (veya makinenin nominal kapasitesi) seviyesinin çok altında.
Çözümler:
- Mekanik sıkışmayı kontrol edin—engel olup olmadığını hissetmek için makineyi bir çevrim manuel olarak döndürün
- Hidrolik sistem basıncının spesifikasyonda olduğunu doğrulayın (genellikle için 8-12 MPa yüksek hızlı askı makineleri)
- Elektrik sürücü sistemini hata kodları veya azalmış güç çıktısı için kontrol edin
- Tüm mafsal noktalarını ve yatak yüzeylerini temizleyip yağlayın
- İşletme prosedürünü gözden geçirin—hız, yanlış malzeme yüklemesi veya makine kurulumu nedeniyle sınırlanmış olabilir
Sorun 12: Aralıklı Beklenmedik Yavaşlamalar
Semptomlar: Makine üretim sırasında rastgele yavaşlar, sonra normal hıza geri döner.
Çözümler:
- Aşırı ısınan bileşenler kontrol edin—termik aşırı yük koruması aralıklı olarak devreye giriyor olabilir
- Elektrik bağlantılarının güvenli olduğunu doğrulayın; gevşek konnektörler kesintili güç iletimine neden olur
- Sensörleri ve prox anahtarlarını temizleyin—algılama yüzeylerindeki kir yanlış sinyallere neden olur
- Mümkünse PLC kontrol sistemindeki hata günlüklerini gözden geçirin
- Geçici basınç düşüşlerine neden olan hidrolik sıvı aşırı ısınmasını izleyin
Sorun 13: İşletme Sırasında Aniden Tam Durma
Semptomlar: Makine görünür bir neden olmadan aniden durur ve manuel sıfırlama gerektirir.
Çözümler:
- Tüm emniyet kilit anahtarlarını kontrol edin—kapı sensörleri, acil durdurma ve aşırı yük atmalarını
- Motor sürücü arıza geçmişini aşırı akım veya voltaj koruma atmalarına karşı gözden geçirin
- Kontrol kabininde devre kesicilerin atıp atmadığını veya sigortaların yanıp yanmadığını kontrol edin
- Hidrolik sistemin yıkıcı bir arıza yaşayıp yaşamadığını doğrulayın (büyük basınç kaybı)
- Sürücü sisteminin durmasına ve korumayı tetiklemesine neden olan tam tıkanma olup olmadığını görmek için tel yolunu inceleyin
Sorun 14: Üretim Döngüleri Arasında Hız Tutarsızlığı
Semptomlar: Her askı biraz farklı hızda üretiliyor, düzensiz çıktı zamanlaması yaratıyor.
Çözümler:
- Makinenin çevrim zamanlama sistemini kalibre edin
- Çevrim ritmini yöneten aşınmış kam, zamanlama kayışı veya zincirini değiştirin
- PLC zamanlama parametrelerini ve sensör yanıtlarını kontrol edin
- Makine pnömatik bileşenler kullanıyorsa tutarlı hava basıncını doğrulayın
- Hız geri bildirimi düzensiz sinyaller gösteriyorsa enkoder veya resolveri değiştirin
Kategori 4: Elektrik ve Hidrolik Sistem Sorunları (Sorunlar 15-17)
Sorun 15: Hidrolik Sistem Basınç Oluşturamıyor
Semptomlar: Hidrolik pres bileşenleri yavaş veya yetersiz kuvvetle hareket eder; üretim kalitesi zarar görür.
Çözümler:
- Hidrolik sıvı seviyesini kontrol edin ve minimum işaretin altındaysa tamamlayın
- Hidrolik filtreleri kontrol edin ve tıkalıysa değiştirin (filtreler her 500-1000 çalışma saatte bir değiştirilmelidir)
- Pompa çöküntüsü için dinleyin, bu alışılmadık gürültü ve düzensiz basıncı içerir
- Mühürler ve bağlantılar çevresinde hidrolik kaçaklarını kontrol edin
- Pompa dönüş yönünün doğru olduğunu doğrulayın (yanlış dönüş akış sağlamaz)
- Emniyet valfi ayarını test edin—basınç belirtilen seviyeye ulaşamıyorsa, valfin değiştirilmesi gerekebilir
Sorun 16: Elektrik Sistemi Rastgele Arızalar veya Hatalar
Semptomlar: Kontrol sistemi beklenmedik şekilde atıyor, sensörler yanlış okuma veriyor veya PLC düzensiz davranıyor.
Çözümler:
- Kontrol panelinde besleme voltajını ölçün—± aralığında olmalıdır
- Topraklama sistemini doğru bağlantılar için kontrol edin; kötü topraklama elektrik gürültüsüne neden olur
- Tüm terminal bağlantılarını inceleyin ve gevşek telleri sıkın
- Gerilim düştüyse PLC veya diğer hafıza cihazlarındaki pilleri değiştirin
- Elektrik gürültüsünden şüpheleniliyorsa hat filtresi takın
- Elektrik kutularında yoğuşma veya nem olup olmadığını kontrol edin
Sorun 17: Motor Aşırı Isınıyor veya Kapanıyor
Semptomlar: Motor kapağı dokunmaya sıcak, termik koruma sık sık devreye giriyor veya görünür duman/deformasyon.
Çözümler:
- Soğutucu fanlar veya ısı emicilerin temiz ve çalışır durumda olduğunu doğrulayın
- Motor yükünü kontrol edin—aşırı ısınma genellikle mekanik sıkışma veya aşırı üretim hızını gösterir
- Akım çekişini ölçün ve motor etiket değerleriyle karşılaştırın
- Motor havalandırma deliklerinin toz ve kalıntılardan temiz olduğundan emin olun
- Motor çevresindeki ortam sıcaklığının tasarım sınırları içinde olduğunu doğrulayın
- Sürekli olarak nominal akımın 5'inden fazla akım çeken motorlar derhal araştırılmalıdır
Kategori 5: Bakım ve Önleme (Sorunlar 18-20)
Sorun 18: İşletme Sırasında Aşırı Titreşim
Semptomlar: Makine aşırı titreşir, gürültü, erken aşınma veya düşük kaliteli çıktı oluşur.
Çözümler:
- Aşınmış rulmanları kontrol edin ve değiştirin—rulman arızası en yaygın titreşim nedenidir
- Makinenin zemine düz olduğundan emin olun—düzensiz montaj titreşime neden olur
- Motor, volan veya şekillendirme mekanizmasındaki tüm bağlantı elemanlarını inceleyin ve gevşek olanları sıkın
- Aşınma nedeniyle dengesizlik oluşmuşsa dönen parçaları dengeleyin
- Gevşek veya hasar görmüş kayış koruyucuları ve kapakları olup olmadığını kontrol edin
- Tüm koruyucu kapakların düzgünce sabitlendiğinden emin olun
Sorun 19: Makine Bileşenlerinde Pas ve Korozyon
Semptomlar: Makine yüzeylerinde, biçim kalıplarında veya yapısal bileşenlerde korozyon oluşuyor.
Çözümler:
- Nem kaynaklarını tanımlayın ve ortadan kaldırın—su sızıntısı, yoğuşma veya nem sorunlarını kontrol edin
- Mevcut korozyonu tel fırça ile temizleyin, ardından pas dönüştürücü ve astar uygulayın
- Nemli ortamlarda açık metal yüzeyleri kapatmak için gıda sınıfı makine yağı kullanın
- Üretim tesisine nem giderici kurmayı düşünün
- Aşırı korozyona uğramış ve yapısal bütünlüğünü kaybetmiş parçaları değiştirin
- Korozyonlu ortamlarda makine çerçevesine aylık koruyucu balmumu veya pas önleyici uygulayın
Sorun 20: Erken Bileşen Aşınması ve Arızası
Semptomlar: Yıllarca dayanması gereken parçalar aylar içinde arızalanıyor; merdaneler, kalıplar veya yatakların sık değiştirilmesi.
Çözümler:
- Makine kılavuzuna uygun günlük yağlama programını uygulayın
- Çalışma ortamının sıcaklık/nem şartlarına uygun olduğunu doğrulayın
- Tel malzeme uyumluluğunu analiz edin—galvanizli, PVC kaplı ve paslanmaz çelik tel parçaları farklı şekilde aşınır
- Üretim günlüklerini inceleyin, belirli vardiyalarda arıza oranlarının yüksek olup olmadığını tespit edin (operatör teknikleri sorunlarını gösterebilir)
- Sadece üretici onaylı yedek parçalar kullanın—piyasa sonrası parçalar düşük metalurji kalitesine sahip olabilir
- Üç vardiya operasyonu yapıyorsanız, sertleştirilmiş veya karbür bileşenlere yükseltmeyi düşünün
Önleyici Bakım Programı: Makinenizi Çalışır Tutun
Koruma, onarımdan her zaman daha maliyet etkilidir. Bu bakım programını izleyerek beklenmedik arıza süresini en aza indirin:
| Sıklık | Bakım Görevi |
|---|---|
| Günlük | Hareketli parçaları yağlayın, tel gerilimini kontrol edin, güvenlik kilitlerini doğrulayın, çalışma alanını temizleyin |
| Haftalık | Ruloları aşınma açısından inceleyin, kayış gerilimini kontrol edin, hidrolik sıvı seviyesini doğrulayın, sensörleri temizleyin |
| Aylık | Hidrolik filtreleri değiştirin, elektrik bağlantılarını kontrol edin, rulmanları yağlayın, kalıpları inceleyin |
| Üç aylık | Tam sistem muayenesi, aşınmış parçaları değiştirin, zamanlamayı kalibre edin, motor akım çekişini kontrol edin |
| Yıllık | Contalar, rulmanlar, kayışlar ve kritik aşınan parçalar dahil olmak üzere tam revizyon |
Ne Zaman Profesyonel Servis Çağrılmalı
Birçok sorun doğru teşhis ve temel araçlarla çözülebilir, ancak bazı problemler profesyonel müdahale gerektirir:
- Hidrolik sistem revizyonları veya büyük bileşen değişimleri
- PLC programlama değişiklikleri veya kontrol sistemi yükseltmeleri
- Motor sargı yenileme veya değiştirme
- Yapısal çerçeve onarımı veya yeniden hizalama
- Kritik bileşenlerin kaynak veya işleme işlemleri
Shuliy, tüm askı makinesi modelleri için uzaktan teşhis ve yerinde servis ziyaretleri dahil kapsamlı teknik destek sunar. Acil durumlar için yerel bayinizin iletişim bilgilerini hazır tutun.
Tam askı üretim hatları çalıştıran operatörler için, tüm sonraki ekipmanın (toz boya sistemleri, kurutucular, paketleme makineleri) biçimlendirme makinelerinizle senkronize kalmasını sağlamak üzere yıllık profesyonel muayeneler planlamanızı öneririz.
Çözüm
Askı makinenizin üç temel sistemi—düzeltilme, şekillendirme ve depolama—hakkında bilgi sahibi olmak, en yaygın sorunları hızlıca teşhis etmenize olanak tanır. Bu arıza giderme kılavuzunu üretim alanınıza yakın tutun ve tüm operatörleri burada belirtilen temel prosedürler konusunda eğitin.
Unutmayın: tutarlı kalite çıktısı, tutarlı makine durumu ile ilgilidir. Önleyici bakım programını uygulayın, sorunlar ortaya çıktığında hızla çözüm bulun ve askı üretim operasyonunuz güvenilir üretim sağlayacaktır.
Belirli bir sorunu teşhis etmede yardıma mı ihtiyacınız var? makinemiz teknik destek ekibiyle iletişime geçin makine modeliniz ve yaşadığınız semptomlar hakkında ayrıntılar verin. Uzmanlarımız karmaşık sorunları gidermede ve uygun tamir prosedürleri önermede yardımcı olabilir.
Kategoriler: Tel Askı Makinesi | Yüksek Hızlı Askı Makinesi | Giysi Askısı Yapma Makinesi