
运行挂钩制造操作不仅需要了解生产目标。当您的线钩机遇到问题时,每一分钟的停机都会影响您的利润。本指南涵盖了操作员常见的20个问题,提供可立即实施的实用解决方案。
无论您操作的是高速挂钩机、标准线材成型机,还是完整的挂钩生产线,本指南都能帮助您快速诊断和解决问题,最大限度减少生产中断的成本。
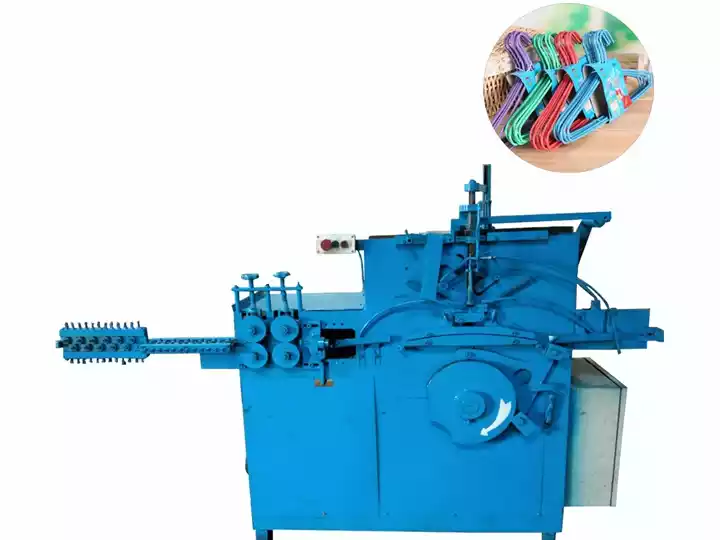
了解您的挂钩机:核心组件
在开始故障排查前,先熟悉构成大部分挂钩机的三大系统:
- 校直输送系统: 多个紧密连接的滚轮,用于校直和送料线材进入成型区
- 挂钩成型系统: 由挡板(决定挂钩长度)、模具(成型挂钩)和同步扭杆(成型钩)组成
- 挂钩存储系统: 自动收集从横杆滑落的成品挂钩
大多数故障场景涉及这三个系统中的一个。识别引起问题的组件是解决问题的第一步。
类别1:线材送料问题(问题1-5)
问题1:线材未直线送料
症状:线材到达成型模具时角度偏斜,导致挂钩歪斜或频繁卡死。
根本原因:
- 磨损或损坏的校直滚轮
- 滚轮位置不对
- 滚轮压力设置不正确
解决方案:
- 检查所有校直滚轮是否有明显磨损痕迹——更换任何出现平面或沟槽的滚轮
- 用直尺检查滚轮是否平行;调整至平行状态
- 逐步增加滚轮压力(通常顺时针旋转调节螺钉2-3圈),直到线材正常送料
- 确认线圈状态——损坏或扭结的线材不会直线送料
问题2:送料过程中线材跳跃或跳线
症状:间歇性送料,线材前进不均或跳齿。
解决方案:
- 将送料速度降低15-20%,观察跳线是否停止——表明电机扭矩不足
- 彻底清洁送料齿轮和链轮;积屑会导致打滑
- 检查送料链或皮带的张紧度——超出调节范围时更换
- 确认线径符合设备规格;过大的线径会跳线
问题3:成型前线材弯曲或折叠
症状:线材在到达成型模具前被压缩并偏向一侧。
解决方案:
- 大幅降低滚轮压力——压力过大会压缩线材
- 增加最后校直滚轮与成型模具入口点之间的距离
- 确认线材拉伸强度在设备规格范围内
- 如果间隙过大,在校直器和成型器之间添加导管
问题4:线材刮擦或滚轮磨损过度
症状:经过校直器后,线材表面出现可见痕迹;金属屑堆积。
解决方案:
- 降低滚轮压力——过大的接触力会造成磨损
- 如果规格允许,用轻型机油润滑滚轮
- 检查滚轮之间是否卡有杂物
- 检查滚轮表面是否粗糙——更换磨损滚轮
问题5:线圈缠绕在放线处卡住
症状:在线材 unwind 阶段堆叠,导致立即卡死。
解决方案:
- 在放线点安装线材校直盘
- 确保放线电机速度与送料速度匹配
- 检查放线架的制动张力——太松会形成环,太紧会产生拉伸应力
- 每50公斤用线圈环以防存储中出现松散环
类别2:挂钩成型缺陷(问题6-10)
问题6:挂钩长度不一致
症状:成品挂钩长度超出允许公差(±2毫米)。
解决方案:
- 调整 挡板位置—此组件控制线材切割长度。微调(0.5-1毫米递增)会直接影响挂钩尺寸
- 检查挡板安装螺栓是否松动;振动会导致逐渐偏移
- 确认线径一致性——原材料的变化会导致长度波动
- 清洁挡板传感器(如有),积屑会影响切割精度
- 根据机器手册校准测量传感器
问题7:钩子成型不良或不对称
症状:挂钩的钩部弯曲、扭曲或不符合标准形状。
解决方案:
- 检查 同步扭杆 用于磨损或损坏——弯曲的杆会导致钩子形状不规则
- 检查扭杆弹簧张力;弹簧过弱会导致钩子成型不完整
- 确认模具与成型路径对齐——模具不对准会导致扭曲
- 润滑钩成型机构的枢轴点
- 更换磨损或损坏的成型销钉
问题8:挂钩尾部松动或脱落
症状:缠绕在钩部的线尾松动、未缠绕或完全脱落。
解决方案:
- 增加 同步扭杆 弹簧张力——提供更大的旋转力以紧缠线尾
- 检查扭杆旋转机构是否自由移动,无卡滞
- 确认线径在规定范围内——太细的线无法保持缠绕张力
- 检查并更换扭转尾部的任何磨损部件
问题9:挂钩形状变形或扭曲
症状:成品挂钩出现歪斜、肩部不平或主干扭曲。
解决方案:
- 更换磨损或损坏的 挂钩模具—模具随着时间推移会退化,失去精确几何形状
- 检查上下模具是否对齐良好
- 确认模具夹紧力足够;模具松动会在成型过程中偏移
- 检查主机架是否松动或轴承磨损
- 确保线材在进入模具前保持直线——预成型线材进入模具会造成扭曲产品
问题10:成品挂钩表面有划痕或痕迹
症状:挂钩表面出现可见划痕、擦痕或模具痕迹。
解决方案:
- 抛光或更换 挂钩模具 如果表面光洁度已下降
- 检查任何成型部件是否有毛刺或锐边接触线材
- 确保成型机构的润滑良好,金属接触处需润滑
- 清理模具腔内的积屑
- 调整成型速度——太快会造成冲击痕迹
类别3:生产速度问题(问题11-14)
问题11:机器未达到额定生产速度
症状:输出明显低于每分钟25-40个(或设备额定能力)。
解决方案:
- 检查机械是否卡滞——手动旋转机器一圈,感受是否有阻碍
- 确认液压系统压力符合规格(通常为8-12兆帕) 高速挂钩机)
- 检查电驱系统是否有故障码或功率下降
- 清洁并润滑所有枢轴点和轴承表面
- 检查操作流程——速度可能受不当的材料装载或设备设置限制
问题12:间歇性意外减速
症状:机器在生产过程中随机减速,然后恢复正常速度。
解决方案:
- 检查是否有过热部件——热过载保护可能会间歇性启动
- 确认电气连接是否牢固;松动的连接器会导致间歇性供电
- 清洁传感器和接近开关——污垢会引起误信号
- 如果有,检查PLC控制系统中的错误日志
- 监测液压油过热导致的临时压力下降
问题13:操作过程中突然完全停止
症状:机器突然停止,无明显原因,需要手动复位。
解决方案:
- 检查所有安全联锁开关——门传感器、急停和过载跳闸
- 检查电机驱动故障历史,是否有过电流或过压保护跳闸
- 检查控制柜中的断路器是否跳闸或保险丝是否熔断
- 确认液压系统未发生灾难性故障(大规模压力损失)
- 检查线材路径是否完全阻塞,导致驱动系统卡死并触发保护
问题14:生产周期之间速度不一致
症状:每个挂钩的生产速度略有不同,导致输出不均匀。
解决方案:
- 校准机器的循环定时系统
- 更换磨损的凸轮、同步带或链条,以保持循环节奏
- 检查PLC定时参数和传感器响应
- 确认气压是否稳定,若使用气动元件
- 如果速度反馈显示不规则信号,替换编码器或解析器
类别4:电气和液压系统问题(问题15-17)
问题15:液压系统无法建立压力
症状:液压机组件移动缓慢或力度不足;影响生产质量。
解决方案:
- 检查液压油位,低于最低标记时补充
- 检查液压滤芯,若堵塞则更换(滤芯每500-1000小时更换一次)
- 注意泵空化,包括异常噪音和压力不稳定
- 检查液压密封和配件是否泄漏
- 确认泵的旋转方向正确(旋转方向错误会导致无流动)
- 测试减压阀调节——若压力无法达到规格,可能需要更换阀门
问题16:电气系统随机故障或失效
症状:控制系统意外跳闸,传感器误读,或PLC行为异常。
解决方案:
- 测量控制柜的供电电压——应在额定值的±10%范围内
- 检查接地系统连接是否良好;接地不良会引起电气噪声
- 检查所有端子连接,拧紧松动的线
- 如果电压下降,及时更换PLC或其他存储设备的电池
- 如果怀疑来自其他设备的电噪声,安装线滤器
- 检查电气箱内是否有冷凝水或潮气
问题17:电机过热或关闭
症状:电机外壳发热,过载保护频繁跳闸,或有明显烟雾/变形。
解决方案:
- 确认冷却风扇或散热器是否干净且正常工作
- 检查电机负载——过热通常表示机械卡滞或生产速度过快
- 测量电流并与电机铭牌额定值进行比较
- 确保电机通风通道无尘埃和碎屑
- 确认电机周围的环境温度在设计范围内
- 持续超过额定电流105%的电机需要立即检查
类别5:维护与预防(问题18-20)
问题18:操作过程中振动过大
症状:机器振动过大,产生噪音、提前磨损或产品质量差。
解决方案:
- 检查并更换磨损的轴承——轴承故障是振动最常见的原因
- 确认机器平放在地面上——不平的安装会引起振动
- 检查所有紧固件,拧紧电机、飞轮或成型机构上的松动螺栓
- 如果磨损导致不平衡,旋转部件应进行平衡
- 检查可能共振的松动或损坏的皮带护罩和盖子
- 确保所有保护盖正确固定
问题19:机器部件生锈和腐蚀
症状:机器表面、成型模具或结构部件出现腐蚀。
解决方案:
- 识别并消除水源——检查是否漏水、冷凝或湿度问题
- 用钢丝刷清理现有的腐蚀,然后涂抹防锈剂和底漆
- 在潮湿环境中使用食品级机油涂覆暴露的金属表面
- 考虑在生产车间安装除湿机
- 更换严重腐蚀、已失去结构完整性的部件
- 在腐蚀环境中每月为机器框架涂抹保护蜡或防锈剂
问题20:零件过早磨损和失效
症状:本应使用多年的零件在几个月内失效;滚轮、模具或轴承频繁更换。
解决方案:
- 按照机器手册实施每日润滑计划
- 确认操作环境的温度/湿度符合规格
- 分析线材兼容性——镀锌、PVC包覆和不锈钢线在磨损部件方面表现不同
- 查看生产日志,识别某些班次是否故障率较高(可能与操作员技术有关)
- 仅使用制造商批准的替换零件——市场上的零件可能金属质量较差
- 如果进行三班操作,考虑升级为硬质或碳化物部件
预防性维护计划:保持设备运行
预防总比修理经济。遵循此维护计划以减少意外停机:
| 频率 | 维护任务 |
|---|---|
| 每日 | 润滑运动部件,检查线张力,确认安全互锁,清理工作区域 |
| 每周 | 检查滚筒是否磨损,检查皮带张力,确认液压油位,清洁传感器 |
| 每月 | 更换液压滤芯,检查电气连接,润滑轴承,检查模具 |
| 每季度 | 全面系统检查,更换磨损部件,校准时间,检查电机电流 |
| 每年 | 全面检修,包括密封件、轴承、皮带和关键磨损部件 |
何时需要呼叫专业服务
虽然许多问题可以通过正确诊断和基本工具解决,但某些问题需要专业干预:
- 液压系统大修或主要部件更换
- PLC编程变更或控制系统升级
- 电机绕线或更换
- 结构框架修复或重新校准
- 关键部件的焊接或机械加工
舒利为所有挂钩机型号提供全面技术支持,包括远程诊断和现场服务。请随时准备好本地经销商的联系方式以应急。
对于操作完整挂钩生产线的用户,建议每年安排专业检修,确保下游设备(粉末涂装系统、干燥机、包装机械)与成型机保持同步。
结论
了解您的悬挂机的三大核心系统——矫直、成型和存储——可以帮助您快速诊断大多数常见问题。将此故障排除指南放在生产现场附近,并培训所有操作员掌握这里概述的基本操作流程。
记住:持续的质量输出依赖于机器状态的持续稳定。执行预防性维护计划,及时处理出现的问题,您的悬挂制造操作将多年稳定可靠地生产
需要帮助诊断具体问题? 联系我们的技术支持团队,提供您的机器型号和遇到的症状。我们的专家可以帮助排查复杂问题并推荐合适的维修方案。
类别: 线钩机 | 高速挂钩机 | 衣钩制造机