
Ejecutar una operación de fabricación de colgadores requiere más que solo entender los objetivos de producción. Cuando su máquina de fabricación de colgadores de alambre encuentra problemas, cada minuto de inactividad impacta su resultado final. Esta guía integral de solución de problemas cubre los 20 problemas más comunes que enfrentan los operadores de máquinas de colgadores, con soluciones prácticas que puede implementar de inmediato.
Ya sea que opere una máquina de colgadores de alta velocidad , una máquina estándar de formación de alambre, o una línea de producción de colgadores completa, esta guía le ayudará a diagnosticar y resolver problemas rápidamente, minimizando interrupciones costosas en la producción.
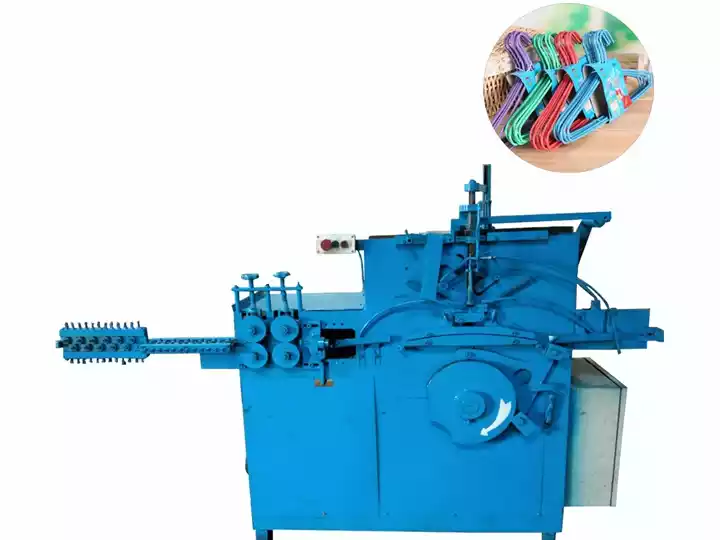
Entendiendo su máquina de colgadores: componentes principales
Antes de sumergirse en la solución de problemas, familiarícese con los tres sistemas principales que componen la mayoría de las máquinas de colgadores:
- Sistema de transporte de enderezado: Múltiples rodillos estrechamente conectados que enderezan y alimentan el alambre en el área de formación
- Sistema de formación de colgadores: Consiste en el deflector (determina la longitud del colgador), el molde (da forma al colgador) y la barra de torsión sincrónica (forma el gancho)
- Sistema de almacenamiento de colgadores: Recoge colgadores terminados automáticamente a medida que se deslizan por las barras transversales
La mayoría de los escenarios de solución de problemas involucran uno de estos tres sistemas. Identificar qué componente está causando su problema es el primer paso hacia una solución efectiva.
Categoría 1: Problemas de alimentación de alambre (Problemas 1-5)
Problema 1: El alambre no se alimenta recto
Síntomas: El alambre llega al troquel de formación en un ángulo, causando colgadores torcidos o atascos frecuentes.
Causas raíz:
- Rodillos de enderezado desgastados o dañados
- Posicionamiento de rodillos desalineado
- Configuraciones incorrectas de presión de rodillos
Soluciones:
- Inspeccionar todos los rodillos de enderezado en busca de patrones de desgaste visibles: reemplazar cualquier rodillo que muestre planos o surcos
- Verificar la alineación de los rodillos usando una regla recta; ajustar hasta que todos los rodillos estén paralelos
- Aumentar la presión de los rodillos gradualmente (típicamente 2-3 giros en sentido horario en los tornillos de ajuste) hasta que el alambre se alimente correctamente
- Verificar la condición de la bobina de alambre: el alambre dañado o doblado que entra nunca se alimentará recto
Problema 2: El alambre salta o brinca durante la alimentación
Síntomas: Alimentación intermitente donde el alambre avanza de manera desigual o salta dientes en el mecanismo de alimentación.
Soluciones:
- Reducir la velocidad de alimentación del alambre en un 15-20% para ver si se detiene el salto; esto indica un par motor insuficiente para la velocidad actual
- Limpiar los engranajes y piñones de alimentación a fondo; los desechos acumulados causan deslizamiento
- Verificar la tensión en la cadena o correa de alimentación: reemplazar si se ha estirado más allá del rango de ajuste
- Verificar que el diámetro del alambre coincida con las especificaciones de la máquina; el alambre sobredimensionado saltará
Problema 3: El alambre se dobla o se pliega antes de formarse
Síntomas: El alambre se comprime y se dobla hacia un lado antes de llegar al troquel de formación.
Soluciones:
- Disminuir significativamente la presión de los rodillos: demasiada presión causa compresión del alambre
- Aumentar la distancia entre el rodillo de enderezado final y el punto de entrada del troquel de formación
- Verificar que la resistencia del alambre esté dentro de las especificaciones de la máquina
- Agregar un tubo guía entre el enderezador y el formador si el espacio es demasiado grande
Problema 4: Desgaste excesivo del alambre o raspado en los rodillos
Síntomas: Marcas visibles en la superficie del alambre después de pasar por el enderezador; acumulación de virutas de metal.
Soluciones:
- Reducir la presión de los rodillos: una fuerza de contacto excesiva causa desgaste abrasivo
- Lubricar los rodillos con aceite de máquina ligero si las especificaciones lo permiten
- Verificar si hay desechos atrapados entre las superficies de los rodillos
- Inspeccionar las superficies de los rodillos en busca de rugosidad: reemplazar rodillos desgastados
Problema 5: Atascos de enredos de bobinas de alambre en la salida
Síntomas: El alambre se agrupa en la etapa de desenrollado, causando atascos inmediatos.
Soluciones:
- Instalar un disco de enderezado de alambre en el punto de salida
- Asegurarse de que la velocidad del motor de salida coincida con la velocidad de alimentación del alambre
- Verificar la tensión del freno en el soporte de salida: demasiado suelto causa bucles, demasiado apretado causa tensión de tracción
- Usar anillos de unión de alambre cada 50 kg para prevenir bucles sueltos en el almacenamiento
Categoría 2: Defectos en la formación del colgador (Problemas 6-10)
Problema 6: Longitud del colgador inconsistente
Síntomas: Los colgadores terminados varían en longitud total más allá de la tolerancia aceptable (±2 mm).
Soluciones:
- Ajustar el posición del deflector—este componente controla la longitud de corte del alambre. Pequeños ajustes (incrementos de 0.5-1 mm) afectan directamente el tamaño del colgador
- Verificar los pernos de montaje del deflector en busca de holgura; la vibración causa desalineación gradual
- Verificar la consistencia del diámetro del alambre: la variación en la materia prima causa fluctuaciones en la longitud
- Limpiar el sensor de deflector (si está equipado) ya que los desechos acumulados pueden afectar la precisión del corte
- Calibrar el sensor de medición de acuerdo con el manual de la máquina
Problema 7: Gancho no se forma correctamente o es asimétrico
Síntomas: La parte del gancho del colgador está doblada, torcida o no coincide con la forma estándar.
Soluciones:
- Inspeccionar el barra de torsión sincrónica por desgaste o daño: las barras dobladas causan formas de gancho irregulares
- Verificar la tensión del resorte de la barra de torsión; los resortes débiles causan formación incompleta del gancho
- Verificar la alineación del molde con la trayectoria de formación: los moldes desalineados causan torsión
- Lubricar los puntos de pivote en el mecanismo de formación del gancho
- Reemplazar pines de formación desgastados o dañados
Problema 8: Cola del colgador suelta o desenganchándose
Síntomas: La cola del alambre que envuelve la parte del gancho está suelta, desenrollada o completamente desprendida.
Soluciones:
- Aumentar barra de torsión sincrónica tensión del resorte: esto proporciona más fuerza de rotación para envolver la cola de manera ajustada
- Verificar que el mecanismo de rotación de la barra de torsión se mueva libremente sin atascos
- Verificar que el alambre esté dentro del rango de diámetro especificado: el alambre demasiado delgado no puede mantener la tensión de envoltura
- Inspeccionar y reemplazar cualquier componente desgastado en el mecanismo de torsión de la cola
Problema 9: Forma del colgador distorsionada o torcida
Síntomas: Los colgadores terminados aparecen torcidos, tienen hombros desiguales o el cuerpo principal torcido.
Soluciones:
- Reemplazar componentes desgastados o dañados moldes de colgador—los moldes se degradan con el tiempo y pierden geometría precisa
- Verificar la alineación adecuada entre las mitades superior e inferior del molde
- Verificar que la fuerza de sujeción del molde sea adecuada; los moldes sueltos causan desplazamientos durante la formación
- Inspeccionar el marco principal de la máquina en busca de holgura o rodamientos desgastados
- Asegurarse de que el alambre esté recto antes de la entrada: el alambre preformado que entra en el molde crea productos torcidos
Problema 10: Rayones o marcas en los colgadores terminados
Síntomas: Rayones visibles, marcas o marcas de troquel aparecen en las superficies de los colgadores.
Soluciones:
- Pulir o reemplazar el molde de colgador si el acabado de la superficie ha empeorado
- Verificar si hay rebabas o bordes afilados en cualquier componente de formación que contacte con el alambre
- Verificar la lubricación adecuada del mecanismo de formación donde ocurre el contacto metal con metal
- Limpiar los desechos acumulados de la cavidad del molde
- Ajustar la velocidad de formación: demasiado rápido causa marcas de impacto
Categoría 3: Problemas de velocidad de producción (Problemas 11-14)
Problema 11: La máquina no alcanza la velocidad de producción nominal
Síntomas: La producción es significativamente inferior a los 25-40 colgadores por minuto (o la capacidad nominal de la máquina).
Soluciones:
- Verificar si hay atascos mecánicos: girar manualmente la máquina a través de un ciclo para sentir obstrucciones
- Verificar que la presión del sistema hidráulico esté en especificación (típicamente 8-12 MPa para máquinas de colgadores de alta velocidad)
- Inspeccionar el sistema de accionamiento eléctrico en busca de códigos de falla o reducción de salida de energía
- Limpiar y lubricar todos los puntos de pivote y superficies de rodamientos
- Revisar el procedimiento operativo: la velocidad puede estar limitada por una carga de material inadecuada o una configuración incorrecta de la máquina
Problema 12: Desaceleraciones inesperadas intermitentes
Síntomas: La máquina disminuye aleatoriamente durante la producción, luego reanuda la velocidad normal.
Soluciones:
- Verificar si hay componentes sobrecalentados: la protección contra sobrecarga térmica puede estar activándose intermitentemente
- Verificar que las conexiones eléctricas estén seguras; los conectores sueltos causan entrega de energía intermitente
- Limpiar sensores y interruptores de proximidad: la suciedad en las superficies de detección causa señales falsas
- Revisar los registros de errores en el sistema de control PLC si está disponible
- Monitorear el sobrecalentamiento del fluido hidráulico que causa caídas temporales de presión
Problema 13: Parada completa repentina durante la operación
Síntomas: La máquina se detiene abruptamente sin causa aparente, requiriendo un reinicio manual.
Soluciones:
- Verificar todos los interruptores de seguridad: sensores de puerta, paradas de emergencia y disparos de sobrecarga
- Revisar el historial de fallos del motor para disparos de protección por sobrecorriente o voltaje
- Inspeccionar si hay interruptores de circuito disparados o fusibles quemados en el gabinete de control
- Verificar que el sistema hidráulico no haya experimentado una falla catastrófica (pérdida masiva de presión)
- Examinar la trayectoria del alambre en busca de bloqueos completos que causen que el sistema de accionamiento se detenga y active la protección
Problema 14: Velocidad inconsistente entre ciclos de producción
Síntomas: Cada colgador se produce a una tasa ligeramente diferente, creando un tiempo de salida desigual.
Soluciones:
- Calibrar el sistema de temporización del ciclo de la máquina
- Reemplazar la leva desgastada, la correa de sincronización o la cadena que gobierna el ritmo del ciclo
- Verificar los parámetros de temporización del PLC y las respuestas de los sensores
- Verificar la presión de aire constante si la máquina utiliza componentes neumáticos
- Reemplazar el encoder o el resolver si la retroalimentación de velocidad muestra señales irregulares
Categoría 4: Problemas en el sistema eléctrico e hidráulico (Problemas 15-17)
Problema 15: El sistema hidráulico no logra generar presión
Síntomas: Los componentes de la prensa hidráulica se mueven lentamente o con fuerza insuficiente; la calidad de producción sufre.
Soluciones:
- Verificar el nivel de fluido hidráulico y rellenar si está por debajo de la marca mínima
- Inspeccionar los filtros hidráulicos y reemplazarlos si están obstruidos (los filtros deben cambiarse cada 500-1000 horas de funcionamiento)
- Escucha la cavitación de la bomba, que incluye ruidos inusuales y presión errática
- Verificar si hay fugas hidráulicas alrededor de sellos y conexiones
- Verificar que la dirección de rotación de la bomba sea correcta (una rotación incorrecta causa falta de flujo)
- Probar el ajuste de la válvula de alivio: si la presión no puede alcanzar la especificación, la válvula puede necesitar reemplazo
Problema 16: Fallos o fallas aleatorias en el sistema eléctrico
Síntomas: El sistema de control se apaga inesperadamente, los sensores dan lecturas falsas o el PLC se comporta de manera errática.
Soluciones:
- Mida el voltaje de suministro en el armario de control—debe estar dentro de ±10% del valor nominal
- Verifique el sistema de puesta a tierra para conexiones adecuadas; una mala conexión a tierra causa ruido eléctrico
- Inspeccione todas las conexiones terminales y apriete los cables sueltos
- Reemplace las baterías en PLC u otros dispositivos de memoria si la tensión ha caído
- Instale filtros de línea si se sospecha ruido eléctrico de otros equipos
- Verifique la condensación o humedad en las cajas eléctricas
Problema 17: Sobrecalentamiento del motor o apagado
Síntomas: La carcasa del motor está caliente al tacto, los disparos de sobrecarga térmica ocurren con frecuencia, o humo/deformación visible.
Soluciones:
- Verifique que los ventiladores de enfriamiento o disipadores de calor estén limpios y funcionando
- Verifique la carga del motor—el sobrecalentamiento a menudo indica bloqueo mecánico o velocidad de producción excesiva
- Mida el consumo de corriente y compárelo con la clasificación de la placa de identificación del motor
- Asegúrese de que los conductos de ventilación del motor estén libres de polvo y residuos
- Verifique que la temperatura ambiente alrededor del motor esté dentro de los límites de diseño
- Un motor que consume consistentemente más del 105% de la corriente nominal necesita una investigación inmediata
Categoría 5: Mantenimiento y prevención (Problemas 18-20)
Problema 18: Vibración excesiva durante la operación
Síntomas: La máquina vibra excesivamente, causando ruido, desgaste prematuro o salida de calidad deficiente.
Soluciones:
- Verifique y reemplace los rodamientos desgastados—la falla del rodamiento es la causa más común de vibración
- Verifica que la máquina esté nivelada en el suelo—una montaje desigual causa vibraciones
- Inspeccione todos los sujetadores y apriete cualquier tornillo suelto en el motor, volante o mecanismo de formación
- Equilibre los componentes rotativos si el desgaste ha causado desequilibrio
- Verifique que las cubiertas y protectores de la correa no estén sueltos o dañados y que no resuenen
- Asegúrese de que todas las cubiertas protectoras estén bien aseguradas
Problema 19: Óxido y corrosión en los componentes de la máquina
Síntomas: Corrosión que aparece en las superficies de la máquina, troqueles de formación o componentes estructurales.
Soluciones:
- Identifique y elimine las fuentes de humedad—verifique si hay fugas de agua, condensación o problemas de humedad
- Limpie la corrosión existente con un cepillo de alambre, luego aplique un convertidor de óxido y una imprimación
- Utilice aceite de máquina de grado alimenticio para cubrir las superficies metálicas expuestas en ambientes húmedos
- Considere instalar un deshumidificador en la instalación de producción
- Reemplace componentes severamente corroídos que hayan perdido integridad estructural
- Aplique cera protectora o preventivo de óxido en el marco de la máquina mensualmente en ambientes corrosivos
Problema 20: Desgaste y falla prematura de componentes
Síntomas: Las piezas que deberían durar años están fallando en meses; reemplazo frecuente de rodillos, moldes o rodamientos.
Soluciones:
- Implemente un programa diario de lubricación según el manual de la máquina
- Verifique que el entorno operativo esté dentro de las especificaciones de temperatura/humedad
- Analice la compatibilidad del material del cable—el cable galvanizado, recubierto de PVC y de acero inoxidable desgastan los componentes de manera diferente
- Revise los registros de producción para identificar si ciertos turnos tienen tasas de fallos más altas (lo que podría indicar problemas en la técnica del operador)
- Utilice solo piezas de repuesto aprobadas por el fabricante—las piezas del mercado secundario pueden tener una metalurgia inferior
- Considere actualizar a componentes endurecidos o de carburo si opera en turnos de tres
Programa de mantenimiento preventivo: mantenga su máquina en funcionamiento
La prevención siempre es más rentable que las reparaciones. Siga este programa de mantenimiento para minimizar el tiempo de inactividad inesperado:
| Frecuencia | Tarea de mantenimiento |
|---|---|
| Diariamente | Lubrique las partes móviles, verifique la tensión del cable, compruebe los interbloqueos de seguridad, limpie el área de trabajo |
| Semanal | Inspeccione los rodillos en busca de desgaste, verifique la tensión de la correa, compruebe el nivel de líquido hidráulico, limpie los sensores |
| Mensualmente | Reemplace los filtros hidráulicos, verifique las conexiones eléctricas, lubrique los rodamientos, inspeccione los moldes |
| Trimestral | Inspección completa del sistema, reemplace piezas desgastadas, calibra la sincronización, verifique la corriente del motor |
| Anualmente | Revisión completa incluyendo sellos, rodamientos, correas y componentes críticos de desgaste |
Cuándo llamar a servicio profesional
Mientras que muchos problemas pueden resolverse con un diagnóstico adecuado y herramientas básicas, ciertos problemas requieren intervención profesional:
- Revisiones del sistema hidráulico o reemplazo de componentes principales
- Cambios en la programación del PLC o actualizaciones del sistema de control
- Rebobinado o reemplazo del motor
- Reparación o realineación del marco estructural
- Soldadura o mecanizado de componentes críticos
Shuliy ofrece soporte técnico integral para todos los modelos de máquinas de colgadores, incluyendo diagnósticos remotos y visitas de servicio en el lugar. Mantenga la información de contacto de su distribuidor local disponible para emergencias.
Para los operadores que ejecutan líneas de producción de colgadores completas, recomendamos programar inspecciones profesionales anuales para asegurar que todo el equipo posterior (sistemas de recubrimiento en polvo, secadores, maquinaria de embalaje) permanezca sincronizado con sus máquinas de formación.
Conclusión
Comprender los tres sistemas principales de su máquina de colgadores—enderezado, formado y almacenamiento—le permite diagnosticar rápidamente la mayoría de los problemas comunes. Mantenga esta guía de solución de problemas accesible cerca de su planta de producción y capacite a todos los operadores en los procedimientos básicos aquí descritos.
Recuerde: la calidad constante de la producción depende de un estado constante de la máquina. Implemente el programa de mantenimiento preventivo, aborde los problemas rápidamente cuando surjan y su operación de fabricación de colgadores ofrecerá una producción confiable durante años.
¿Necesita ayuda para diagnosticar un problema específico? Contacte a nuestro equipo de soporte técnico con detalles sobre el modelo de su máquina y los síntomas que está experimentando. Nuestros especialistas pueden ayudar a solucionar problemas complejos y recomendar procedimientos de reparación apropiados.
Categorías: Máquina de colgadores de alambre | Máquina de colgadores de alta velocidad | Máquina de fabricación de colgadores de ropa