
Faire fonctionner une opération de fabrication de cintres nécessite plus que de comprendre les objectifs de production. Lorsque votre machine à fabriquer des cintres rencontre des problèmes, chaque minute d'arrêt impacte votre résultat net. Ce guide de dépannage complet couvre les 20 problèmes les plus courants rencontrés par les opérateurs de machines à cintre, avec des solutions pratiques que vous pouvez mettre en œuvre immédiatement.
Que vous exploitiez une machine à cintre à haute vitesse, une machine de formage de fil standard ou une ligne de production complète de cintres, ce guide vous aidera à diagnostiquer et résoudre rapidement les problèmes, minimisant ainsi les interruptions coûteuses de la production.
Comprendre votre machine à cintre : composants principaux
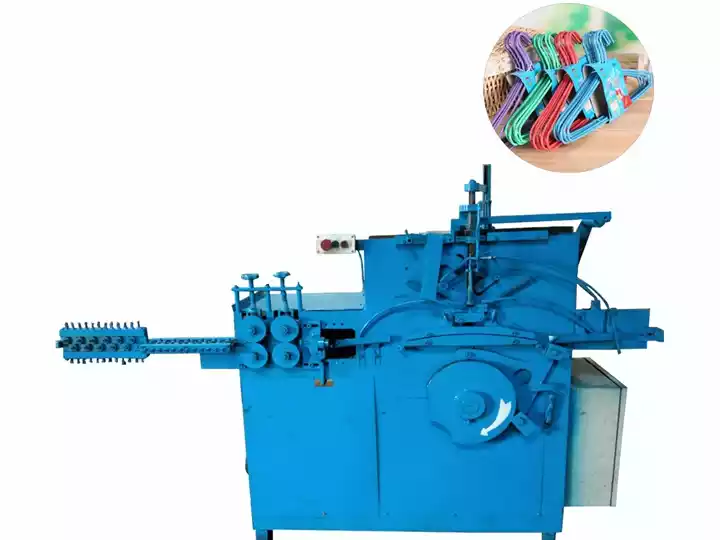
Avant de plonger dans le dépannage, familiarisez-vous avec les trois systèmes principaux qui composent la plupart des machines à cintre :
- Système de redressement et de convoyage: Plusieurs rouleaux étroitement connectés qui redressent et alimentent le fil dans la zone de formation
- Système de formation du cintre: Composé du déflecteur (détermine la longueur du cintre), du moule (donne la forme au cintre) et de la barre de torsion synchrone (forme le crochet)
- Système de stockage des cintres: Collecte automatique des cintres finis lorsqu'ils glissent sur les barres transversales
La plupart des scénarios de dépannage impliquent l'un de ces trois systèmes. Identifier quel composant cause votre problème est la première étape vers une solution efficace.
Catégorie 1 : Problèmes d'alimentation du fil (Problèmes 1-5)
Problème 1 : Le fil ne s'alimente pas droit
Symptômes : Le fil arrive à la matrice de formage en angle, provoquant des cintres déformés ou des blocages fréquents.
Causes racines :
- Rouleaux de redressement usés ou endommagés
- Positionnement décalé des rouleaux
- Réglages incorrects de la pression des rouleaux
Solutions :
- Inspectez tous les rouleaux de redressement pour des motifs d'usure visibles — remplacez tout rouleau présentant des surfaces plates ou des rainures
- Vérifiez l'alignement des rouleaux à l'aide d'une règle ; ajustez jusqu'à ce que tous soient parallèles
- Augmentez progressivement la pression des rouleaux (généralement 2-3 tours dans le sens des aiguilles d'une montre sur les vis de réglage) jusqu'à ce que le fil soit alimenté correctement
- Vérifiez l'état de la bobine de fil — un fil endommagé ou plié ne s'alimentera jamais droit
Problème 2 : Saut ou saut du fil lors de l'alimentation
Symptômes : Alimentation intermittente où le fil avance de manière inégale ou saute des dents sur le mécanisme d'alimentation.
Solutions :
- Réduisez la vitesse d'alimentation du fil de 15-20 % pour voir si le saut s'arrête — cela indique un couple moteur insuffisant pour la vitesse actuelle
- Nettoyez soigneusement les engrenages d'alimentation et les pignons ; les débris accumulés provoquent le dérapage
- Vérifiez la tension sur la chaîne ou la courroie d'alimentation — remplacez si étirée au-delà de la plage de réglage
- Vérifiez que le diamètre du fil correspond aux spécifications de la machine ; un fil surdimensionné sautera
Problème 3 : Bending ou déformation du fil avant le formage
Symptômes : Le fil se compresse et se plie latéralement avant d'atteindre la matrice de formage.
Solutions :
- Diminuez considérablement la pression des rouleaux — trop de pression cause la compression du fil
- Augmentez la distance entre le rouleau de redressement final et l'entrée de l'outil de formage
- Vérifiez que la résistance à la traction du fil est conforme aux spécifications de la machine
- Ajoutez un tube guide entre le redresseur et le formateur si l'écart est trop grand
Problème 4 : Usure excessive ou frottement du fil sur les rouleaux
Symptômes : Marques visibles sur la surface du fil après passage dans le redresseur ; accumulation de copeaux de métal.
Solutions :
- Réduisez la pression des rouleaux — un contact excessif provoque une usure abrasive
- Lubrifiez les rouleaux avec de l'huile légère si les spécifications le permettent
- Vérifiez la présence de débris coincés entre les surfaces des rouleaux
- Inspectez la surface des rouleaux pour des rugosités — remplacez les rouleaux usés
Problème 5 : Empilement de bobines de fil au niveau du déchargeur
Symptômes : Le fil s'enroule lors de la décharge, provoquant un blocage immédiat.
Solutions :
- Installez un disque de redressement du fil au point de décharge
- Assurez-vous que la vitesse du moteur de décharge correspond à la vitesse d'alimentation du fil
- Vérifiez la tension du frein sur le support de décharge — trop lâche, il cause des boucles, trop serré, il cause une tension de traction
- Utilisez des anneaux de liaison pour fil tous les 50 kg pour éviter les boucles lâches en stockage
Catégorie 2 : Défauts de formage du cintre (Problèmes 6-10)
Problème 6 : Longueur de cintre incohérente
Symptômes : La longueur totale des cintres finis varie au-delà de la tolérance acceptable (±2 mm).
Solutions :
- Ajustez le Position du déflecteur— ce composant contrôle la longueur de coupe du fil. De petites ajustements (0,5-1 mm) affectent directement la taille du cintre
- Vérifiez que les boulons de fixation du déflecteur sont bien serrés ; la vibration cause un mauvais alignement progressif
- Vérifiez la cohérence du diamètre du fil — la variation du matériau brut cause des fluctuations de longueur
- Nettoyez le capteur de déflecteur (si équipé) car les débris accumulés peuvent affecter la précision de la coupe
- Calibrez le capteur de mesure selon le manuel de la machine
Problème 7 : Le crochet ne se forme pas correctement ou de manière asymétrique
Symptômes : La partie du crochet du cintre est pliée, torsadée ou ne correspond pas à la forme standard.
Solutions :
- Inspectez le barre de torsion synchrone pour l'usure ou les dommages — les barres pliées provoquent des formes de crochet irrégulières
- Vérifiez la tension du ressort de la barre de torsion ; des ressorts faibles causent une formation incomplète du crochet
- Vérifiez l'alignement du moule avec le chemin de formation — des moules mal alignés causent des torsions
- Lubrifiez les points de pivot du mécanisme de formation du crochet
- Remplacez les broches de formage usées ou endommagées
Problème 8 : Queue du cintre lâche ou se détache
Symptômes : La queue du fil qui s'enroule autour de la partie du crochet est lâche, non enroulée ou complètement détachée.
Solutions :
- Augmentation barre de torsion synchrone tension du ressort — cela fournit plus de force de rotation pour enrouler la queue bien serrée
- Vérifiez que le mécanisme de rotation de la barre de torsion se déplace librement sans blocage
- Vérifiez que le fil est dans la plage de diamètre spécifiée — un fil trop fin ne peut pas maintenir la tension d'enroulement
- Inspectez et remplacez tout composant usé dans le mécanisme de torsion de la queue
Problème 9 : La forme du cintre est déformée ou tordue
Symptômes : Les cintres finis apparaissent tordus, ont des épaules inégales ou un corps principal torsadé.
Solutions :
- Remplacez les composants usés ou endommagés moules à cintre— les moules se dégradent avec le temps et perdent leur géométrie précise
- Vérifiez l'alignement correct entre les moitiés supérieure et inférieure du moule
- Vérifiez que la force de serrage du moule est adéquate ; des moules desserrés provoquent des décalages lors du formage
- Inspectez le cadre principal de la machine pour déloosement ou roulements usés
- Assurez la rectitude du fil avant l'entrée — le fil préformé entrant dans le moule crée des produits torsadés
Problème 10 : Rayures ou marques de surface sur les cintres finis
Symptômes : Des rayures, des éraflures ou des marques de matrice apparaissent sur la surface du cintre.
Solutions :
- Polissez ou remplacez le moule à cintre si la finition de surface s'est dégradée
- Vérifiez la présence de bavures ou de bords tranchants sur les composants de formage qui entrent en contact avec le fil
- Vérifiez la lubrification correcte du mécanisme de formation où le métal entre en contact
- Nettoyez les débris accumulés dans la cavité du moule
- Ajustez la vitesse de formation — une vitesse trop élevée cause des marques d'impact
Catégorie 3 : Problèmes de vitesse de production (Problèmes 11-14)
Problème 11 : La machine ne atteint pas la vitesse de production nominale
Symptômes : La sortie est nettement inférieure à la capacité spécifiée de 25-40 cintres par minute (ou la capacité nominale de la machine).
Solutions :
- Vérifiez la liaison mécanique — faites tourner manuellement la machine à travers un cycle pour sentir d'éventuelles obstructions
- Vérifiez que la pression du système hydraulique est conforme à la spécification (généralement 8-12 MPa pour machines à cintre à haute vitesse)
- Inspectez le système d'entraînement électrique pour détecter des codes d'erreur ou une puissance réduite
- Nettoyez et lubrifiez tous les points de pivot et surfaces de roulement
- Révisez la procédure d'exploitation — la vitesse peut être limitée par un chargement incorrect du matériau ou une configuration de machine inadéquate
Problème 12 : Ralentissements inattendus intermittents
Symptômes : La machine ralentit aléatoirement pendant la production, puis reprend une vitesse normale.
Solutions :
- Vérifiez la surchauffe des composants — la protection contre la surcharge thermique peut s'activer de manière intermittente
- Vérifiez que les connexions électriques sont sécurisées ; des connecteurs lâches causent une alimentation intermittente
- Nettoyez les capteurs et les interrupteurs de proximité — la saleté sur les surfaces de détection provoque de fausses signaux
- Consultez les journaux d'erreurs du système de contrôle PLC si disponible
- Surveillez la surchauffe du liquide hydraulique provoquant des chutes de pression temporaires
Problème 13 : Arrêt soudain complet pendant le fonctionnement
Symptômes : La machine s'arrête brusquement sans cause apparente, nécessitant une réinitialisation manuelle.
Solutions :
- Vérifiez tous les interrupteurs de sécurité interverrouillés — capteurs de porte, arrêts d'urgence et déclenchements de surcharge
- Vérifiez l'historique des défaillances du moteur pour des déclenchements de surintensité ou de protection de tension
- Inspectez les disjoncteurs ou fusibles déclenchés dans l'armoire de contrôle
- Vérifiez que le système hydraulique n'a pas subi de défaillance catastrophique (perte massive de pression)
- Examinez le chemin du fil pour un blocage complet provoquant le blocage du système d'entraînement et le déclenchement de la protection
Problème 14 : Vitesse incohérente entre les cycles de production
Symptômes : Chaque cintre est produit à un rythme légèrement différent, créant un timing de sortie inégal.
Solutions :
- Calibrez le système de temporisation du cycle de la machine
- Remplacez le cam, la courroie de synchronisation ou la chaîne qui régissent le rythme du cycle
- Vérifiez les paramètres de temporisation du PLC et les réponses des capteurs
- Vérifiez la pression d'air constante si la machine utilise des composants pneumatiques
- Remplacez l'encodeur ou le résolveur si le retour d'information de vitesse montre des signaux irréguliers
Catégorie 4 : Problèmes électriques et hydrauliques (Problèmes 15-17)
Problème 15 : Le système hydraulique ne parvient pas à accumuler la pression
Symptômes : Les composants de la presse hydraulique bougent lentement ou avec une force insuffisante ; la qualité de la production en souffre.
Solutions :
- Vérifiez le niveau de liquide hydraulique et complétez si en dessous du minimum
- Inspectez les filtres hydrauliques et remplacez-les s'ils sont bouchés (les filtres doivent être changés tous les 500-1000 heures d'utilisation)
- Écoutez la cavitation de la pompe, qui inclut un bruit inhabituel et une pression erratique
- Vérifiez les fuites hydrauliques autour des joints et raccords
- Vérifiez que la rotation de la pompe est correcte (une rotation incorrecte entraîne l'absence de flux)
- Testez le réglage de la soupape de décharge — si la pression ne peut pas atteindre la spécification, la valve pourrait nécessiter un remplacement
Problème 16 : Défaillances ou fautes aléatoires du système électrique
Symptômes : Le système de contrôle se déclenche de manière inattendue, les capteurs donnent de fausses lectures ou le PLC se comporte de manière erratique.
Solutions :
- Mesurez la tension d'alimentation au tableau de contrôle — elle doit être dans la plage de ±10 % de la valeur nominale
- Vérifiez le système de mise à la terre pour des connexions correctes ; une mauvaise mise à la terre cause du bruit électrique
- Inspectez toutes les connexions terminales et serrez tout fil desserré
- Remplacez les batteries du PLC ou d'autres dispositifs de mémoire si la tension a chuté
- Installez des filtres en ligne si un bruit électrique provenant d'autres équipements est suspecté
- Vérifiez la condensation ou l'humidité dans les enceintes électriques
Problème 17 : Surchauffe ou arrêt du moteur
Symptômes : Le boîtier du moteur est chaud au toucher, le déclenchement fréquent de surcharge thermique ou de la fumée/déformation visible.
Solutions :
- Vérifiez que les ventilateurs de refroidissement ou dissipateurs de chaleur sont propres et fonctionnels
- Vérifiez la charge du moteur — une surchauffe indique souvent un blocage mécanique ou une vitesse de production excessive
- Mesurez le courant consommé et comparez-le à la puissance nominale du moteur
- Assurez-vous que les passages de ventilation du moteur sont dégagés de poussière et de débris
- Vérifiez que la température ambiante autour du moteur est conforme aux limites de conception
- Un moteur qui tire constamment plus de 105 % du courant nominal nécessite une investigation immédiate
Catégorie 5 : Maintenance et prévention (Problèmes 18-20)
Problème 18 : Vibration excessive lors du fonctionnement
Symptômes : La machine vibre excessivement, provoquant du bruit, une usure prématurée ou une mauvaise qualité de sortie.
Solutions :
- Vérifiez et remplacez les roulements usés — la défaillance des roulements est la cause la plus courante de vibration
- Vérifiez que la machine est de niveau sur le sol — un montage inégal cause des vibrations
- Inspectez tous les éléments de fixation et serrez toute vis desserrée sur le moteur, le volant d'inertie ou le mécanisme de formation
- Équilibrez les composants rotatifs si l'usure a causé un déséquilibre
- Vérifiez les protections et couvercles de courroie desserrés ou endommagés qui pourraient résonner
- Assurez-vous que tous les couvercles de protection sont bien fixés
Problème 19 : Rouille et corrosion sur les composants de la machine
Symptômes : La corrosion apparaît sur les surfaces de la machine, les matrices de formage ou les composants structurels.
Solutions :
- Identifiez et éliminez les sources d'humidité — vérifiez les fuites d'eau, la condensation ou les problèmes d'humidité
- Nettoyez la corrosion existante avec une brosse métallique, puis appliquez un convertisseur de rouille et une couche de primer
- Utilisez de l'huile machine de qualité alimentaire pour couvrir les surfaces métalliques exposées dans des environnements humides
- Envisagez d'installer un déshumidificateur dans l'installation de production
- Remplacez les composants gravement corrodés qui ont perdu leur intégrité structurelle
- Appliquez une cire protectrice ou un produit anti-rouille sur le cadre de la machine mensuellement dans des environnements corrosifs
Problème 20 : Usure prématurée des composants et défaillances
Symptômes : Des pièces qui devraient durer des années échouent en quelques mois ; remplacement fréquent des rouleaux, moules ou roulements.
Solutions :
- Mettez en œuvre un programme de lubrification quotidien selon le manuel de la machine
- Vérifiez que l'environnement d'exploitation respecte les spécifications de température/humidité
- Analysez la compatibilité du matériau du fil — le fil galvanisé, recouvert de PVC, ou en acier inoxydable, s'usent différemment
- Passez en revue les journaux de production pour identifier si certains quarts ont des taux de défaillance plus élevés (ce qui pourrait indiquer des problèmes de technique opératoire)
- Utilisez uniquement des pièces de rechange approuvées par le fabricant — les pièces de rechange du marché secondaire peuvent avoir une métallurgie inférieure
- Envisagez une mise à niveau vers des composants durcis ou en carbure si vous exploitez en trois équipes
Programme de maintenance préventive : Faites fonctionner votre machine
La prévention est toujours plus rentable que la réparation. Suivez ce calendrier d'entretien pour minimiser les arrêts imprévus :
| Fréquence | Tâche de maintenance |
|---|---|
| Quotidien | Lubrifiez les pièces mobiles, vérifiez la tension du fil, vérifiez les dispositifs de sécurité, nettoyez la zone de travail |
| Hebdomadaire | Inspectez les rouleaux pour l'usure, vérifiez la tension de la courroie, vérifiez le niveau de liquide hydraulique, nettoyez les capteurs |
| Mensuel | Remplacez les filtres hydrauliques, vérifiez les connexions électriques, lubrifiez les roulements, inspectez les moules |
| Trimestriel | Inspection complète du système, remplacement des pièces usées, calibration du timing, vérification du courant moteur |
| Annuellement | Révision complète comprenant joints, roulements, courroies et composants critiques usés |
Quand faire appel à un service professionnel
Bien que de nombreux problèmes puissent être résolus avec un diagnostic approprié et des outils de base, certains nécessitent une intervention professionnelle :
- Révisions du système hydraulique ou remplacement de composants majeurs
- Modifications du programme PLC ou mises à niveau du système de contrôle
- Rebobinage ou remplacement du moteur
- Réparation ou réalignement du cadre structurel
- Soudure ou usinage de composants critiques
Shuliy offre un support technique complet pour tous modèles de machines à cintre, y compris le diagnostic à distance et les visites de service sur site. Gardez les coordonnées de votre concessionnaire local à portée de main pour les urgences.
Pour les opérateurs gérant des lignes de production complètes de cintres, nous recommandons de planifier des inspections professionnelles annuelles pour assurer la synchronisation de tout l'équipement en aval (systèmes de revêtement en poudre, séchoirs, machines d'emballage).
Conclusion
Comprendre les trois systèmes principaux de votre machine à suspendre — rectification, formage et stockage — vous permet de diagnostiquer rapidement la plupart des problèmes courants. Gardez ce guide de dépannage accessible près de votre zone de production, et formez tous les opérateurs aux procédures de base décrites ici.
Rappelez-vous : une qualité constante dépend d'un état constant de la machine. Mettez en œuvre le calendrier de maintenance préventive, traitez rapidement les problèmes dès qu'ils apparaissent, et votre opération de fabrication de suspentes offrira une production fiable pendant des années.
Besoin d'aide pour diagnostiquer un problème spécifique ? Contactez notre équipe de support technique avec les détails de votre modèle de machine et les symptômes rencontrés. Nos spécialistes peuvent aider à dépanner des problèmes complexes et recommander des procédures de réparation appropriées.
Catégories : Machine à cintre | Machine à haute vitesse | Machine à fabrication de cintres