
Operar uma linha de fabricação de cabides requer mais do que apenas entender as metas de produção. Quando sua máquina de fazer cabides de fio encontra problemas, cada minuto de inatividade impacta seu resultado final. Este guia abrangente de resolução de problemas cobre os 20 problemas mais comuns enfrentados pelos operadores de máquinas de cabides, com soluções práticas que você pode implementar imediatamente.
Seja operando uma máquina de cabide de alta velocidade, uma máquina de formação de fio padrão ou uma linha de produção completa de cabides, este guia ajudará a diagnosticar e resolver problemas rapidamente, minimizando interrupções dispendiosas na produção.
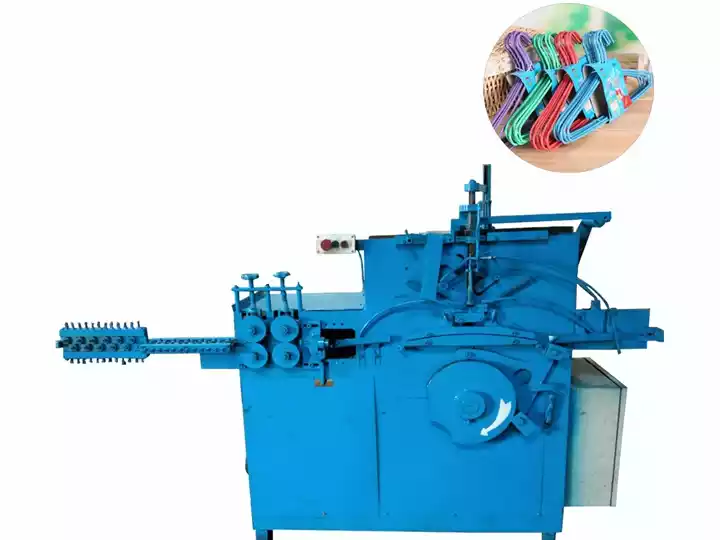
Entendendo sua máquina de cabides: componentes principais
Antes de mergulhar na resolução de problemas, familiarize-se com os três sistemas principais que compõem a maioria das máquinas de cabides:
- Sistema de endireitamento e transporte: Vários rolos conectados de perto que endireitam e alimentam o fio na área de formação
- Sistema de formação de cabides: Consiste na barreira (que determina o comprimento do cabide), molde (que dá forma ao cabide) e barra de torção síncrona (que forma o gancho)
- Sistema de armazenamento de cabides: Recolhe automaticamente os cabides acabados enquanto eles deslizam pelas barras transversais
A maioria dos cenários de resolução de problemas envolve um desses três sistemas. Identificar qual componente está causando seu problema é o primeiro passo para uma solução eficaz.
Categoria 1: Problemas de alimentação de fio (Problemas 1-5)
Problema 1: Fio não alimenta reto
Sintomas: O fio chega ao molde de formação em um ângulo, causando cabides tortos ou jams frequentes.
Causas Raiz:
- Rolos de endireitamento desgastados ou danificados
- Posicionamento incorreto dos rolos
- Configurações incorretas de pressão do rolo
Soluções:
- Inspecione todos os rolos de endireitamento por padrões visíveis de desgaste—substitua qualquer rolo que apresente planos ou sulcos
- Verifique o alinhamento dos rolos usando uma régua; ajuste até que todos os rolos estejam paralelos
- Aumente a pressão do rolo gradualmente (normalmente 2-3 voltas no sentido horário nos parafusos de ajuste) até que o fio seja alimentado corretamente
- Verifique o estado da bobina de fio—fio danificado ou com dobras nunca alimentará reto
Problema 2: Fio pulando ou saltando durante a alimentação
Sintomas: Alimentação intermitente onde o fio avança de forma irregular ou pula dentes do mecanismo de alimentação.
Soluções:
- Reduza a velocidade de alimentação do fio em 15-20% para verificar se o pulso para—isso indica torque insuficiente do motor para a velocidade atual
- Limpe cuidadosamente os engrenagens de alimentação e os pinhões; resíduos acumulados causam escorregamento
- Verifique a tensão na corrente ou correia de alimentação—substitua se estiver esticada além do intervalo de ajuste
- Verifique se o diâmetro do fio corresponde às especificações da máquina; fio excessivamente grande será pulado
Problema 3: Fio dobrando ou buckling antes da formação
Sintomas: O fio se comprime e dobra lateralmente antes de atingir o molde de formação.
Soluções:
- Diminua significativamente a pressão do rolo—muita pressão causa compressão do fio
- Aumente a distância entre o rolo de endireitamento final e a entrada do molde de formação
- Verifique se a resistência à tração do fio está dentro das especificações da máquina
- Adicione um tubo guia entre o endireitador e o molde se a folga for muito grande
Problema 4: Raspagem excessiva ou desgaste nos rolos de fio
Sintomas: Marcas visíveis na superfície do fio após passar pelo endireitador; acúmulo de limalhas de metal.
Soluções:
- Reduza a pressão do rolo—força de contato excessiva causa desgaste abrasivo
- Lubrifique os rolos com óleo de máquina leve, se as especificações permitirem
- Verifique se há resíduos presos entre as superfícies dos rolos
- Inspecione as superfícies dos rolos quanto a irregularidades—substitua os rolos desgastados
Problema 5: Enrolamento de fio enredado ou preso na pay-off
Sintomas: O fio se acumula na fase de desenrolar, causando travamento imediato.
Soluções:
- Instale um disco de endireitamento de fio no ponto de pay-off
- Certifique-se de que a velocidade do motor de pay-off corresponda à velocidade de alimentação do fio
- Verifique a tensão do freio na bancada de pay-off—muito solto causa laços, muito apertado causa tensão de tração
- Use anéis de ligação de fio a cada 50kg para evitar laços soltos no armazenamento
Categoria 2: Defeitos de formação do cabide (Problemas 6-10)
Problema 6: Comprimento do cabide inconsistente
Sintomas: Os cabides acabados variam em comprimento geral além da tolerância aceitável (±2mm).
Soluções:
- Ajuste o posição do defletor—este componente controla o comprimento do corte do fio. Pequenos ajustes (incrementos de 0,5-1mm) afetam diretamente o tamanho do cabide
- Verifique os parafusos de montagem do defletor quanto a folgas; vibração causa desalinhamento gradual
- Verifique a consistência do diâmetro do fio—variações na matéria-prima causam flutuações no comprimento
- Limpe o sensor do defletor (se equipado), pois resíduos acumulados podem afetar a precisão do corte
- Calibre o sensor de medição de acordo com o manual da máquina
Problema 7: Gancho não formando corretamente ou assimétrico
Sintomas: A parte do gancho do cabide está dobrada, torcida ou não corresponde à forma padrão.
Soluções:
- Inspecione o barra de torção síncrona para desgaste ou dano—barras dobradas causam formas irregulares do gancho
- Verifique a tensão da mola da barra de torção; molas fracas causam formação incompleta do gancho
- Verifique o alinhamento do molde com o percurso de formação—moldes desalinhados causam torção
- Lubrifique os pontos de pivô no mecanismo de formação do gancho
- Substitua pinos de formação desgastados ou danificados
Problema 8: Cauda do cabide solta ou se desprendendo
Sintomas: A cauda do fio que envolve a parte do gancho está solta, não enrolada ou completamente desprendida.
Soluções:
- Aumentar barra de torção síncrona tensão da mola—isso fornece mais força de rotação para envolver a cauda de forma apertada
- Verifique se o mecanismo de rotação da barra de torção se move livremente, sem travamentos
- Verifique se o fio está dentro do intervalo de diâmetro especificado—fio muito fino não consegue manter a tensão de envolvimento
- Inspecione e substitua componentes desgastados no mecanismo de torção da cauda
Problema 9: Forma do cabide distorcida ou torcida
Sintomas: Os cabides acabados parecem tortos, com ombros irregulares ou corpo principal torcido.
Soluções:
- Substitua o worn ou danificado moldes de cabide—moldes degradam-se com o tempo e perdem precisão geométrica
- Verifique o alinhamento adequado entre as metades superior e inferior do molde
- Verifique se a força de fixação do molde é adequada; moldes soltos causam deslocamentos durante a formação
- Inspecione a estrutura principal da máquina quanto a folgas ou rolamentos desgastados
- Garanta que o fio esteja reto antes da entrada—fio pré-formado entrando no molde cria produtos torcidos
Problema 10: Arranhões ou marcas na superfície dos cabides acabados
Sintomas: Arranhões visíveis, riscos ou marcas de matriz aparecem nas superfícies do cabide.
Soluções:
- Polir ou substituir o molde de cabide se o acabamento superficial estiver degradado
- Verifique se há rebarbas ou arestas afiadas em qualquer componente de formação que entre em contato com o fio
- Verifique a lubrificação adequada do mecanismo de formação onde ocorre contato metal com metal
- Limpe resíduos acumulados na cavidade do molde
- Ajuste a velocidade de formação—muito rápido causa marcas de impacto
Categoria 3: Problemas de velocidade de produção (Problemas 11-14)
Problema 11: Máquina não atingindo a velocidade de produção nominal
Sintomas: A produção está significativamente abaixo da capacidade especificada de 25-40 cabides por minuto (ou capacidade nominal da máquina).
Soluções:
- Verifique se há travamentos mecânicos—gire manualmente a máquina por um ciclo para sentir obstruções
- Verifique se a pressão do sistema hidráulico está dentro da especificação (tipicamente 8-12 MPa) máquinas de cabides de alta velocidade)
- Inspecione o sistema de acionamento elétrico por códigos de falha ou redução de potência
- Limpe e lubrifique todos os pontos de pivô e superfícies de rolamentos
- Revise o procedimento operacional—a velocidade pode estar limitada por carregamento incorreto de material ou configuração da máquina
Problema 12: Lentidão inesperada intermitente
Sintomas: A máquina desacelera aleatoriamente durante a produção, depois retoma a velocidade normal.
Soluções:
- Verifique componentes que possam estar superaquecendo—proteção contra sobrecarga térmica pode estar ativando intermitentemente
- Verifique se as conexões elétricas estão seguras; conectores soltos causam fornecimento de energia intermitente
- Limpe sensores e interruptores proximais—sujeira nas superfícies de detecção causa sinais falsos
- Revise os logs de erro no sistema de controle PLC, se disponíveis
- Monitore o superaquecimento do fluido hidráulico causando quedas temporárias de pressão
Problema 13: Parada completa repentina durante a operação
Sintomas: A máquina para abruptamente sem causa aparente, exigindo reset manual.
Soluções:
- Verifique todos os interruptores de intertravamento de segurança—sensores de porta, paradas de emergência e disparos de sobrecarga
- Revise o histórico de falhas do acionamento do motor por sobrecorrente ou disparo de proteção de voltagem
- Verifique se há disjuntores acionados ou fusíveis queimados no armário de controle
- Verifique se o sistema hidráulico não sofreu falha catastrófica (perda de pressão massiva)
- Examine o percurso do fio para bloqueio completo que cause a parada do sistema de acionamento e acione a proteção
Problema 14: Velocidade inconsistente entre ciclos de produção
Sintomas: Cada cabide é produzido a uma taxa ligeiramente diferente, criando um tempo de saída desigual.
Soluções:
- Calibre o sistema de temporização do ciclo da máquina
- Substitua o cam, correia de temporização ou corrente desgastados que governam o ritmo do ciclo
- Verifique os parâmetros de temporização do PLC e respostas dos sensores
- Verifique a pressão de ar consistente se a máquina usar componentes pneumáticos
- Substitua o codificador ou resolver se o feedback de velocidade mostrar sinais irregulares
Categoria 4: Problemas no sistema elétrico e hidráulico (Problemas 15-17)
Problema 15: Sistema hidráulico não consegue gerar pressão
Sintomas: Os componentes da prensa hidráulica se movem lentamente ou com força insuficiente; a qualidade da produção sofre.
Soluções:
- Verifique o nível de fluido hidráulico e complete se estiver abaixo da marca mínima
- Inspecione os filtros hidráulicos e substitua se estiverem entupidos (os filtros devem ser trocados a cada 500-1000 horas de operação)
- Ouça por cavitação da bomba, que inclui ruído incomum e pressão errática
- Verifique vazamentos hidráulicos ao redor de selos e conexões
- Verifique se a direção de rotação da bomba está correta (rotação incorreta causa ausência de fluxo)
- Teste o ajuste da válvula de alívio—se a pressão não atingir a especificação, a válvula pode precisar de substituição
Problema 16: Falhas ou falhas elétricas aleatórias
Sintomas: O sistema de controle desliga inesperadamente, sensores dão leituras falsas ou o PLC comporta-se de forma errática.
Soluções:
- Meça a tensão de alimentação no armário de controle—deve estar dentro de ±10% do valor nominal
- Verifique o sistema de aterramento para conexões adequadas; aterramento ruim causa ruído elétrico
- Inspecione todas as conexões de terminais e aperte quaisquer fios soltos
- Substitua as baterias do PLC ou outros dispositivos de memória se a voltagem tiver caído
- Instale filtros de linha se suspeitar de ruído elétrico de outros equipamentos
- Verifique condensação ou umidade nas caixas elétricas
Problema 17: Sobreaquecimento ou desligamento do motor
Sintomas: O motor fica quente ao toque, o disparo de sobrecarga térmica ocorre frequentemente ou há fumaça/deformação visível.
Soluções:
- Confirme se os ventiladores de resfriamento ou dissipadores de calor estão limpos e funcionando
- Verifique a carga do motor—superaquecimento muitas vezes indica travamento mecânico ou velocidade de produção excessiva
- Meça o consumo de corrente e compare com a classificação da placa de identificação do motor
- Garanta que as passagens de ventilação do motor estejam livres de poeira e detritos
- Verifique se a temperatura ambiente ao redor do motor está dentro dos limites de projeto
- Um motor que consome consistentemente mais de 105% da corrente nominal necessita de investigação imediata
Categoria 5: Manutenção e prevenção (Problemas 18-20)
Problema 18: Vibração excessiva durante a operação
Sintomas: A máquina vibra excessivamente, causando ruído, desgaste prematuro ou má qualidade do produto.
Soluções:
- Verifique e substitua rolamentos desgastados—falha de rolamento é a causa mais comum de vibração
- Verifique se a máquina está nivelada no chão — uma montagem irregular causa vibração
- Inspecione todos os fixadores e aperte quaisquer parafusos soltos no motor, volante de inércia ou mecanismo de formação
- Equilibre componentes rotativos se o desgaste causou desequilíbrio
- Verifique se há protetores de correia soltos ou danificados que possam estar ressonando
- Certifique-se de que todas as coberturas de proteção estejam devidamente fixadas
Problema 19: Ferrugem e corrosão nos componentes da máquina
Sintomas: Aparecimento de ferrugem nas superfícies da máquina, moldes ou componentes estruturais.
Soluções:
- Identifique e elimine fontes de umidade—verifique vazamentos de água, condensação ou problemas de umidade
- Limpe a corrosão existente com escova de arame, depois aplique conversor de ferrugem e primer
- Use óleo de máquina de grau alimentício para revestir superfícies metálicas expostas em ambientes úmidos
- Considere instalar desumidificador na instalação de produção
- Substitua componentes severamente corroídos que perderam integridade estrutural
- Aplique cera protetora ou preventivo de ferrugem na estrutura da máquina mensalmente em ambientes corrosivos
Problema 20: Desgaste e falhas prematuras de componentes
Sintomas: Peças que deveriam durar anos estão falhando em meses; substituição frequente de rolos, moldes ou rolamentos.
Soluções:
- Implemente um cronograma diário de lubrificação conforme o manual da máquina
- Verifique se o ambiente de operação está dentro das especificações de temperatura/humidade
- Analise a compatibilidade do material do fio—fios galvanizados, revestidos de PVC e aço inoxidável desgastam componentes de forma diferente
- Revise os registros de produção para identificar se certos turnos apresentam taxas de falha mais altas (pode indicar problemas na técnica do operador)
- Use apenas peças de reposição aprovadas pelo fabricante—peças de mercado secundário podem ter metalurgia inferior
- Considere atualizar para componentes endurecidos ou de carbeto se operar em três turnos
Cronograma de manutenção preventiva: Mantenha sua máquina em funcionamento
Prevenção é sempre mais econômica do que reparos. Siga este cronograma de manutenção para minimizar paradas inesperadas:
| Frequência | Tarefa de manutenção |
|---|---|
| Diariamente | Lubrifique as partes móveis, verifique a tensão dos fios, confirme os dispositivos de segurança, limpe a área de trabalho |
| Semanalmente | Inspecione os rolos quanto ao desgaste, verifique a tensão da correia, confirme o nível de óleo hidráulico, limpe os sensores |
| Mensalmente | Substitua filtros hidráulicos, verifique conexões elétricas, lubrifique rolamentos, inspecione moldes |
| Trimestral | Inspeção completa do sistema, substituição de peças desgastadas, calibração do tempo, verificação do consumo de corrente do motor |
| Anualmente | Revisão completa incluindo selos, rolamentos, correias e componentes críticos de desgaste |
Quando chamar um serviço profissional
Embora muitas questões possam ser resolvidas com diagnóstico adequado e ferramentas básicas, certos problemas requerem intervenção profissional:
- Revisões do sistema hidráulico ou substituição de componentes principais
- Alterações na programação do PLC ou atualizações do sistema de controle
- Recondicionamento ou substituição do motor
- Reparo ou realinhamento do quadro estrutural
- Soldagem ou usinagem de componentes críticos
A Shuliy oferece suporte técnico completo para todos modelos de máquinas de cabides, incluindo diagnósticos remotos e visitas de serviço no local. Mantenha as informações de contacto do seu revendedor local facilmente acessíveis para emergências.
Para operadores que gerenciam linhas completas de produção de cabides, recomendamos agendar inspeções profissionais anuais para garantir que todos os equipamentos downstream (sistemas de pintura em pó, secadores, máquinas de embalagem) permaneçam sincronizados com suas máquinas de formação.
Conclusão
Compreender os três sistemas principais da sua máquina de suporte—alinhamento, formação e armazenamento—permite diagnosticar rapidamente a maioria dos problemas comuns. Mantenha este guia de resolução de problemas acessível perto do seu chão de fábrica, e treine todos os operadores nas procedimentos básicos aqui descritos.
Lembre-se: a qualidade consistente de produção depende de uma condição consistente da máquina. Implemente o cronograma de manutenção preventiva, resolva problemas prontamente quando surgirem, e sua operação de fabricação de suportes entregará produção confiável por anos
Precisa de ajuda para diagnosticar um problema específico? Contate nossa equipe de suporte técnico com detalhes sobre o modelo da sua máquina e os sintomas que você está enfrentando. Nossos especialistas podem ajudar a solucionar problemas complexos e recomendar procedimentos de reparo adequados.
Categorias: Máquina de cabide de fio | Máquina de cabide de alta velocidade | Máquina de fabricação de cabides de roupa