
ハンガー製造作業を運営するには、生産目標を理解するだけでは不十分です。ワイヤーハンガー製造機に問題が発生した場合、ダウンタイムのすべての時間が収益に影響します。この包括的なトラブルシューティングガイドは、ハンガーマシンの運転者が直面する最も一般的な20の問題と、その即時に実行可能な解決策をカバーしています
高速ハンガーマシン、標準のワイヤー成形機、または完全なハンガー生産ラインを運用している場合でも、このガイドは問題の診断と迅速な解決に役立ち、コストのかかる生産中断を最小限に抑えます
ハンガーマシンの理解:主要コンポーネント
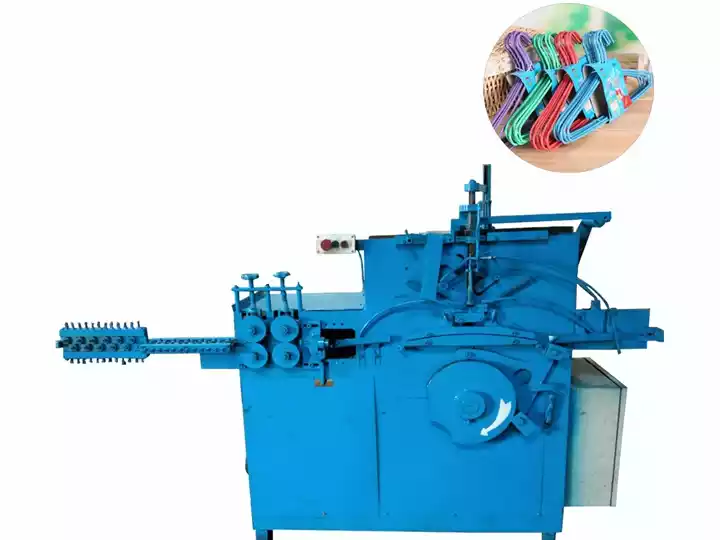
トラブルシューティングに入る前に、ハンガーマシンを構成する3つの主要システムに慣れてください:
- ストレートニング搬送システム: 複数の密接に接続されたロールがワイヤーをまっすぐにし、成形エリアに供給します
- ハンガー成形システム: バッフル(ハンガーの長さを決定)、金型(ハンガーの形状を形成)、同期トーションバー(フックを形成)から構成されます
- ハンガー保管システム: 完成したハンガーを自動的に収集し、クロスバーに滑り落ちる
ほとんどのトラブルシューティングシナリオはこれらの3つのシステムのいずれかに関係しています。どのコンポーネントが問題を引き起こしているかを特定することが、効果的な解決への第一歩です
カテゴリー1:ワイヤー供給の問題(第1-5号)
問題1:ワイヤーがまっすぐに供給されない
症状:ワイヤーが成形ダイに斜めに到達し、偏ったハンガーや頻繁なジャムを引き起こす
根本原因:
- 摩耗または損傷したストレートニングロール
- ロールの位置ずれ
- ロールの圧力設定が正しくない
解決策:
- すべてのストレートニングロールを点検し、摩耗パターンが見られる場合は交換してください—平らや溝のあるロールは交換してください
- ストレートエッジを使用してロールの位置合わせを確認してください。すべてのロールが平行になるまで調整してください
- ワイヤーが適切に供給されるまで、ロールの圧力を徐々に増加させてください(調整ネジを時計回りに2-3回回すのが一般的)
- ワイヤーコイルの状態を確認してください—損傷や折れたワイヤーは決してまっすぐ供給されません
問題2:供給中にワイヤーがスキップまたはジャンプする
症状:断続的な供給で、ワイヤーが不均一に進む、または歯がスキップする
解決策:
- スキップが止まるかどうかを確認するために、ワイヤー供給速度を15-20%減速してください—これは現在の速度に対してモーターのトルク不足を示しています
- 供給ギアとスプロケットを徹底的に清掃してください。蓄積したゴミはスリップの原因となります
- 供給チェーンまたはベルトの張りを確認し、伸びている場合は調整範囲を超えている場合は交換してください
- ワイヤーの直径が機械の仕様に一致していることを確認してください。過大なワイヤーはスキップします
問題3:成形前にワイヤーが曲がるまたはバックルする
症状:ワイヤーが成形ダイに到達する前に圧縮されて横に曲がる。
解決策:
- ロールの圧力を大幅に減少させてください—過度の圧力はワイヤーの圧縮を引き起こします
- 最終ストレートニングロールと成形ダイ入口点の間の距離を増やしてください
- ワイヤーの引張強度が機械の仕様範囲内であることを確認してください
- ギャップが大きすぎる場合は、ストレートナーと成形機の間にガイドチューブを追加してください
問題4:ワイヤーの擦り傷やロールの摩耗が過剰になる
症状:ワイヤーがストレートナーを通過した後に表面に目に見えるマークが付く。金属粉がたまる
解決策:
- ロールの圧力を減らしてください—過度の接触圧は摩耗を引き起こします
- 仕様が許す場合は、ローラーに軽い機械油を潤滑してください
- ロール表面に挟まったゴミを確認してください
- ロール表面の粗さを点検し、摩耗したロールを交換してください
問題5:ワイヤーコイルの絡まりや詰まりが支払い時に発生
症状:ワイヤーが巻き取り段階で詰まり、即座にジャムになる
解決策:
- 支払いポイントにワイヤー整直ディスクを取り付けてください
- 支払いモーターの速度がワイヤー供給速度と一致していることを確認してください
- プーリースタンドのブレーキ張りを確認してください。緩すぎるとループができ、きつすぎると引張応力がかかります
- 50kgごとにワイヤー結束リングを使用して、保管中のループの緩みを防止してください
カテゴリー2:ハンガー成形欠陥(第6-10号)
問題6:ハンガーの長さが不均一
症状:仕上がったハンガーの全長が許容範囲(±2mm)を超えて変動する
解決策:
- 調整してください バッフルの位置—このコンポーネントはワイヤーカットの長さを制御します。微調整(0.5-1mmの増分)はハンガーのサイズに直接影響します
- バッフル取り付けボルトの緩みを確認してください。振動は徐々にずれを引き起こします
- ワイヤーの直径の一貫性を確認してください。原材料の変動が長さの変動を引き起こします
- バッフルセンサー(装備されている場合)を清掃してください。蓄積したゴミが切断精度に影響します
- 機械マニュアルに従って測定センサーを較正してください
問題7:フックが適切に形成されていない、または非対称
症状:ハンガーのフック部分が曲がっている、ねじれている、または標準的な形状と一致しない。
解決策:
- 検査してください 同期トーションバー 摩耗または損傷を確認してください—曲がったバーは不規則なフック形状を引き起こします
- トーションバーのスプリング張力を確認してください。弱いスプリングはフックの形成不良を引き起こします
- 金型の位置合わせを確認してください。ずれているとねじれが生じます
- フック成形機構のピボットポイントに潤滑油をさしてください
- 摩耗または損傷した成形ピンを交換してください
問題8:ハンガーの尾部が緩んだり外れたりする
症状:フック部分に巻き付いたワイヤーの尾部が緩んでいる、巻き戻されていない、または完全に外れている
解決策:
- 増加 同期トーションバー スプリングの張力—これにより、尾をしっかりと巻きつけるための回転力が増加します
- トーションバーの回転機構がスムーズに動くか、引っかかりがないか確認してください
- ワイヤーの直径が規定範囲内であることを確認してください。細すぎるワイヤーは巻き付けの張力を保持できません
- テールツイスト機構の摩耗した部品を点検し、必要に応じて交換してください
問題9:ハンガーの形状が歪んだりねじれたりする
症状:仕上がったハンガーが歪んでいる、肩が不均一、または本体がねじれている。
解決策:
- 摩耗または損傷した部品を交換してください ハンガー金型—金型は時間とともに劣化し、正確な形状を失います
- 上部と下部の金型の間の位置合わせが適切であることを確認してください
- 金型のクランプ力が十分であることを確認してください。緩い金型は成形中にずれを引き起こします
- メインマシンフレームの緩みや摩耗したベアリングを点検してください
- 金型に入る前にワイヤーの直線性を確認してください。事前に成形されたワイヤーはねじれた製品を作り出します
問題10:仕上がったハンガーの表面に傷やマーク
症状:ハンガー表面に傷、擦り傷、またはダイマークが見える
解決策:
- ポリッシュまたは交換してください ハンガー金型 表面仕上げが劣化している場合
- ワイヤーに接触する成形コンポーネントにバリや鋭利なエッジがないか確認してください
- 金属と金属の接触部分の潤滑を適切に行っていることを確認してください
- 金型キャビティから蓄積したゴミを清掃してください
- 成形速度を調整してください—速すぎると衝撃跡がつきます
カテゴリー3:生産速度の問題(第11-14号)
問題11:生産速度が規定値に達しない
症状:出力が指定された25-40ハンガー/分(または機械の定格容量)を大きく下回る。
解決策:
- 機械の機械的な拘束を確認してください—1サイクルを手動で回転させて障害物を感じ取る
- 油圧システムの圧力が仕様範囲内(通常8-12 MPa)であることを確認してください 高速ハンガーマシン)
- 電気駆動システムの故障コードや出力低下を点検してください
- すべてのピボットポイントとベアリング表面を清掃し、潤滑してください
- 操作手順を見直してください—速度は不適切な材料の積載や機械設定によって制限される場合があります
問題12:断続的な予期しない遅延
症状:生産中に機械がランダムに遅くなり、その後通常速度に戻る
解決策:
- 過熱しているコンポーネントを確認してください—サーマルオーバーロード保護が断続的に作動している可能性があります
- 電気接続が確実に接続されていることを確認してください。緩いコネクタは断続的な電力供給の原因となります
- センサーと近接スイッチを清掃してください。感知面の汚れが誤信号の原因となります
- PLC制御システムのエラーログを確認してください(利用可能な場合)
- 油圧液の過熱による一時的な圧力低下を監視してください
問題13:運転中の突然の完全停止
症状:機械が突然停止し、明らかな原因がなく、手動リセットが必要になる
解決策:
- すべての安全インターロックスイッチ—ドアセンサー、非常停止、過負荷トリップを確認してください
- モーター駆動の故障履歴を確認し、過電流や電圧保護トリップを調査してください
- 制御キャビネット内のサーキットブレーカーのトリップやヒューズの切れを点検してください
- 油圧システムに壊滅的な故障(大規模な圧力損失)が発生していないか確認してください
- ドライブシステムの停止や保護トリガーの原因となる完全なワイヤーパスの詰まりを確認してください
問題14:生産サイクル間で速度が不一致
症状:各ハンガーの生産速度がわずかに異なり、不均一な出力タイミングを生じさせます
解決策:
- 機械のサイクルタイミングシステムを較正してください
- サイクルリズムを制御するカム、タイミングベルト、またはチェーンの摩耗を交換してください
- PLCのタイミングパラメータとセンサー応答を確認してください
- 空気圧が一定であることを確認してください。空気圧を使用する機械の場合
- 速度フィードバックに不規則な信号が表示された場合は、エンコーダまたはリゾルバを交換してください
カテゴリー4:電気および油圧システムの問題(第15-17号)
問題15:油圧システムが圧力を構築できない
症状:油圧プレスのコンポーネントが遅く動く、または力不足で生産品質に影響する
解決策:
- 油圧液のレベルを確認し、最低ライン以下の場合は補充してください
- 油圧フィルターを点検し、詰まりがあれば交換してください(フィルターは500-1000時間ごとに交換)
- ポンプキャビテーションの兆候を聞き取る。これには異常な音や不規則な圧力が含まれます。
- シールやフィッティング周辺の油圧漏れを確認してください
- ポンプの回転方向が正しいことを確認してください(誤った回転は流れが止まる原因となります)
- テストリリーフバルブの調整—圧力が仕様に達しない場合、バルブの交換が必要なことがあります
問題16:電気システムのランダムな故障や不具合
症状:制御システムが予期せずトリップしたり、センサーが誤った読み取りをしたり、PLCが不安定に動作します
解決策:
- 制御キャビネットの供給電圧を測定してください。定格値の±10%以内である必要があります
- アースシステムの接続を確認してください。接地不良は電気ノイズの原因となります
- すべての端子接続を点検し、緩んだ配線を締め直してください
- PLCや他のメモリーデバイスのバッテリーを交換してください(電圧が低下した場合)
- 他の機器からの電気ノイズが疑われる場合はラインフィルターを取り付けてください
- 電気エンクロージャ内の結露や湿気を確認してください
問題17:モーターの過熱または停止
症状:モーターケースが熱くなる、サーマルオーバーロードが頻繁にトリップする、または煙や変形が見られる
解決策:
- 冷却ファンやヒートシンクが清潔で正常に動作していることを確認してください
- モーター負荷を確認してください—過熱はしばしば機械的な拘束や過剰な生産速度を示します
- 電流値を測定し、モーターの銘板定格と比較してください
- モーターの通風路がほこりやゴミで詰まっていないことを確認してください
- モーター周辺の周囲温度が設計範囲内にあることを確認してください
- 定格電流の105%を超えて一貫して電流を引き出すモーターは直ちに調査が必要です
カテゴリー5:メンテナンスと予防(第18-20号)
問題18:運転中の過剰振動
症状:機械が過度に振動し、騒音や早期摩耗、出力の低下を引き起こす
解決策:
- 摩耗したベアリングを点検し、交換してください—ベアリングの故障は振動の最も一般的な原因です
- 機械が床に平らに設置されていることを確認してください。傾斜した取り付けは振動の原因となります。
- すべての締結部品を点検し、モーター、フライホイール、成形機構の緩んだボルトを締め直してください
- 摩耗により不均衡が生じた場合は回転部品のバランスを取ってください
- 共振を引き起こす可能性のある緩んだり損傷したりしたベルトガードやカバーを点検してください
- すべての保護カバーが適切に固定されていることを確認してください
問題19:機械部品の錆びや腐食
症状:機械表面、成形ダイ、または構造部品に腐食が現れる
解決策:
- 水漏れや結露、湿度の問題を確認し、湿気源を特定して排除してください
- 既存の腐食をワイヤーブラシで除去し、その後、錆変換剤とプライマーを塗布してください
- 湿気の多い環境では、食用グレードの機械油を露出した金属表面に塗布してください
- 生産施設に除湿器を設置することを検討してください
- 構造的な耐久性を失ったひどく腐食した部品を交換してください
- 腐食性環境では、機械フレームに保護用ワックスや錆止めを月に一度塗布してください
問題20:早期のコンポーネントの摩耗と故障
症状:数ヶ月で故障するべき部品が故障し、ローラー、金型、ベアリングの頻繁な交換が必要になる
解決策:
- マニュアルに従った日次潤滑スケジュールを実施してください
- 作業環境が温度/湿度の仕様内にあることを確認してください
- ワイヤーの素材適合性を分析してください—亜鉛メッキ、PVCコーティング、ステンレス鋼のワイヤーは部品の摩耗に違いがあります
- 生産ログを見直し、特定のシフトで故障率が高いかどうかを確認してください(オペレーターの技術問題を示す可能性があります)
- メーカー承認の交換部品のみを使用してください—アフターマーケットの部品は金属組織が劣る場合があります
- 三交代勤務を行う場合は、硬化またはカーバイド部品へのアップグレードを検討してください
予防保守スケジュール:マシンを稼働させ続ける
予防は常に修理よりもコスト効果が高いです。このメンテナンススケジュールに従って、予期しないダウンタイムを最小限に抑えましょう:
| 周波数 | メンテナンス作業 |
|---|---|
| 毎日 | 可動部品に潤滑油をさし、ワイヤーの張りを確認し、安全インターロックを検証し、作業エリアを清掃してください |
| 週次 | ローラーの摩耗を点検し、ベルトの張りを確認し、油圧液レベルを確認し、センサーを清掃してください |
| 月次 | 油圧フィルターを交換し、電気接続を確認し、ベアリングに潤滑油をさし、金型を点検してください |
| 四半期ごと | システム全体の点検、摩耗した部品の交換、タイミングの校正、モーターの電流値を確認してください |
| 毎年 | シール、ベアリング、ベルト、重要な摩耗部品を含む完全なオーバーホール |
専門サービスに連絡するタイミング
多くの問題は適切な診断と基本的な工具で解決できますが、特定の問題には専門的な介入が必要です:
- 油圧システムの全面的なオーバーホールまたは主要部品の交換
- PLCプログラミングの変更や制御システムのアップグレード
- モーターの巻き直しまたは交換
- 構造フレームの修理または再調整
- 重要な部品の溶接または機械加工
Shuliyはすべてのハンガーマシンモデルに対して包括的な技術サポートを提供しています。リモート診断や現地サービス訪問を含みます。緊急時には地元の販売店の連絡先をすぐに利用できるようにしてください。
完全なハンガー生産ラインを運用している操作者には、年次の専門点検をスケジュールし、下流の装置(粉体塗装システム、乾燥機、包装機械)が成形機と同期していることを確認することを推奨します
結論
あなたのハンガーマシンの三つのコアシステム—まっすぐにする、成形、保管—を理解することで、ほとんどの一般的な問題を迅速に診断できます。このトラブルシューティングガイドを生産現場の近くに置き、すべてのオペレーターに基本的な手順を訓練してください
覚えておいてください:一貫した品質出力は、一貫した機械状態に依存します。予防保守スケジュールを実施し、問題が発生したら迅速に対処すれば、あなたのハンガー製造運営は何年も信頼できる生産を続けることができます
特定の問題の診断に支援が必要ですか?技術サポートチームに連絡してください。マシンモデルと症状の詳細を伝えると、複雑な問題のトラブルシュートと適切な修理手順の推奨を行います
カテゴリー: ワイヤーハンガーマシン | 高速ハンガーマシン | 衣料品ハンガー製造機